In the past 20 years, the twin-screw industry has developed rapidly, and its application fields have become more and more extensive. At the same time, higher and newer requirements are put forward. The extruder needs to meet the processing requirements of various high-performance engineering plastics, elastomers, fiber-reinforced composite materials and biodegradable plastics.
To accomplish these tasks, it is inseparable from a powerful gear transmission system, a high load-bearing screw shaft and a screw element with special functions. The co-rotating twin-screw extruder has always been developed along the green path of high torque, high speed, high output, miniaturization, long life and low energy consumption. The most critical and core technology is the high torque of the gearbox, the screw The high strength and toughness of the mandrel, the versatility of the screw elements and the small clearance of the screw.
1. Gearbox Technology
The progress of the twin-screw extruder is marked by the replacement of the gear box. The bearing capacity coefficient (specific torque) of the gear box largely determines the overall performance and level of the twin-screw extruder. At present, there are three main gear boxes. According to the specific torque, it is divided into 6~9 N·m/cm3, 9~13 N·m/cm3, and the specific torque is above 13N·m/cm3.
Gearboxes with a specific torque of 6~9N m/cm3 mostly use a parallel three-axis structure. Due to the limitation of the structure itself, high torque cannot be transmitted, and the output speed is generally within 900r/min, so it can only meet the most common extrusion. machine usage requirements. The overall performance of the equipment operation level is: low output, short life, long residence time of materials in the barrel, large performance loss, poor mixing effect, etc. At present, most of these gearboxes used in the low-end extruder market are outsourced by extruder manufacturers or purchased from parts for assembly. The transmission structure of the parallel three-axis gearbox is shown in Figure 1.
Figure 1
Gearboxes with a specific torque of 9~13N m/cm3 (including symmetrical drive and parallel three-axis structure) are mainly used in the middle and high-end extruder market, and most of them are currently imported. The main suppliers are Flender, Henschel Er, Zhang Beiluo, etc. However, because it is imported from abroad, the price of the gearbox is 150,000 to 300,000 yuan, accounting for 1/3 or more of the price of the extruder, and some imported brand gearboxes have high maintenance costs and long spare parts cycles.
Because for a long time, domestic extruder complete sets of factories did not have much energy to develop high-torque gearboxes, and professional gearbox factories did not know much about extruders, so the two were not perfectly combined, resulting in domestic high-end extrusion. Exports mainly depend on imports. Gearboxes are imported even if they are produced domestically. The difficulty of the high-torque gearbox is how to solve the problem of ensuring the strength of the output shaft gear, the strength and rigidity of the shaft, and the service life of the bearing under the condition that the output end is limited by the center distance of the output shaft, while other shaft systems have sufficient space to solve the above problems.
Tengda machinery have been focusing on the development of high-torque gearboxes since the 2013. After decades of precipitation and accumulation, and drawing on the advanced design concepts of foreign gearboxes, they have successfully developed high-torque gearboxes with independent intellectual property rights. Gearbox. The gearbox adopts an upper and lower symmetrical drive structure (power split), so that the weak output shaft limited by the center distance in the transmission system does not bear radial force, the bearing theoretically will not wear, and the output accuracy of the gearbox will not change with time. Decay, always stable. The service life and bearing capacity are greatly improved, the specific torque of the gearbox reaches 14N m/cm3, and the maximum output speed can reach 1800r/min.
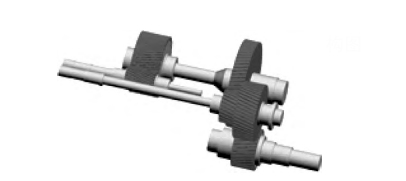
The arrangement of the gear transmission structure is shown in Figure 2, and the force diagram of the output shaft A is shown in Figure 3. 100% of the power flow is input from the input shaft, and after the first stage of deceleration, 50% is directly output from the output shaft B; the other 50% is divided into two branches, each bearing 25%, and the output shaft A converges. The prominent problem of this structure is the bending-torsional deformation of the slender shaft, which must be solved by optimal arrangement and analytical calculation.
Figure 2
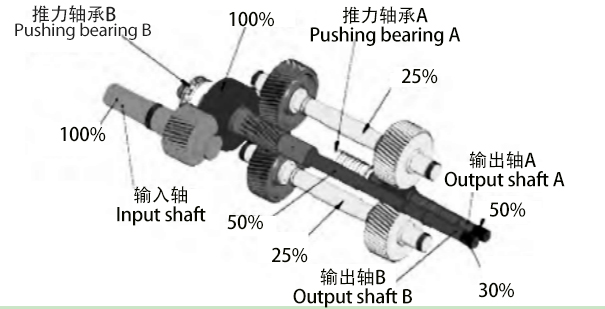
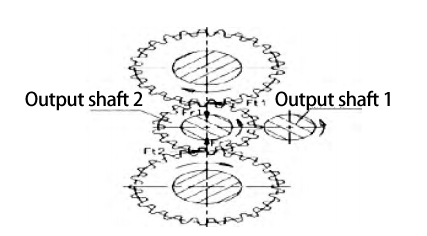
Figure 3
Taking Tengda extruder as an example, the output shaft torque is 3235N m and the speed is 900r/min, and the force analysis of its output shaft A is carried out. Using Kisssoft analysis and calculation software, the modeling of the output shaft A in the power split transmission is shown in Figure 4, and the force calculation of the output shaft A is shown in Figure 5.
Figure 4

Figure 5
On the output shaft A, the radial forces of the two pairs of gear pairs are equal in magnitude and opposite in direction. The shaft only bears the torque and does not bear the bending shear force, while the bending deformation occurs at the channel bearing, and the torsional deformation changes linearly, and the total amount is as high as 0.08 mm, helical modification must be carried out, as shown in Figure 6. After the bending deformation problem of the slender shaft is solved, for the torsional deformation problem, Kisssoft software is also used for analysis and calculation, and the gears can achieve equal-load transmission through the optimization of the macro parameters and the optimization of the micro geometry of the gear pair.
The gear parameters of the above models are shown in Table 1, and the strength calculation results are shown in Table 2
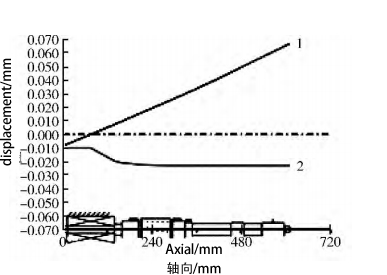
Table 1
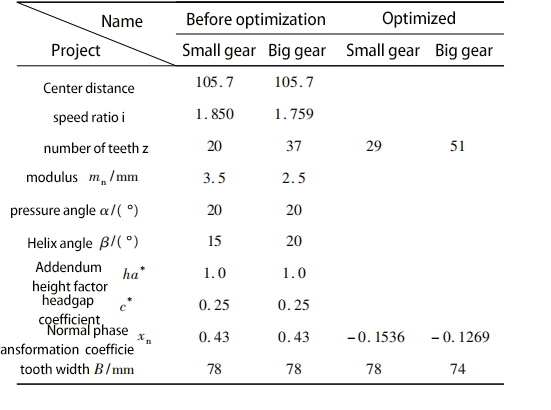
Table 2
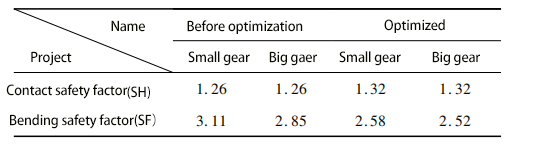
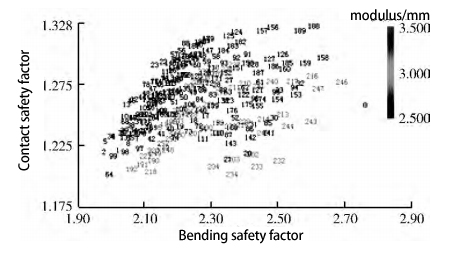
It can be seen from Table 2 that the bending strength before optimization is excessive and does not match the contact strength. The ideal matching relationship is SH≈S. Figure 7 is a diagram of the gear parameter optimization scheme. Using software analysis and calculation, in order to keep the transmission structure unchanged, the specified tooth width, center distance and pinion tip circle are unchanged, the modulus is from 2 to 4, and the helix angle is from 15° to 20°to optimize and then come up with alternatives. Considering the contact safety factor and bending safety factor of the gear as well as the geometric size of the gear, the No. 188 scheme is selected as the best, and the strength calculation results are shown in Table 2. In Figure 7, the abscissa represents the bending safety factor (root strength), and the ordinate represents the contact safety factor (tooth surface strength).
Figure 7
Use Kisssoft to analyze the contact of the gear pair and optimize the modification parameters. Figure 8 shows the stress distribution of the tooth surface before and after modification. The darker the color, the more concentrated the stress there. Figure 8(a) shows the stress distribution of the tooth surface before modification. It can be seen that the stress distribution of the tooth surface before modification is uneven, and the stress is mainly concentrated in the lower left end. Figure 8(b) shows the stress distribution of the modified tooth surface. It can be seen that the stress distribution of the modified tooth surface is uniform, thereby improving the meshing performance.
Figure 8

The application of power split transmission to the extruder significantly reduces the bending deformation of the slender shaft, making the selection of bearings in narrow spaces no longer difficult. At the same time, the gear modification technology is applied to solve the problem that the contact of the gear teeth is biased to one end due to the torsional deformation of the slender shaft.
2.screw element
2.1 Screw clearance
Screw clearance is one of the important factors affecting product quality and output. The small screw gap can not only improve the self-cleaning ability and mixing effect of the screw, but also significantly reduce leakage and backflow, ensure the uniform residence time of materials in the barrel, improve product quality and increase output. However, the smaller the screw clearance and the higher the rotational speed, the more difficult it is to process and assemble, and the higher the requirements for the output accuracy of the gearbox. Due to the high torque and high precision gearbox as a guarantee, in addition to the multi-functionality of the screw components of Zhongso Technology, small clearance is a major feature. Threaded components are 30%~50% smaller than most domestic manufacturers, and the minimum meshing gap can reach 0.15mm, which is comparable to foreign high-end extruders, filling the gap in the domestic market for precision extrusion with small gaps.
2.2 Slot depth ratio (volume ratio)
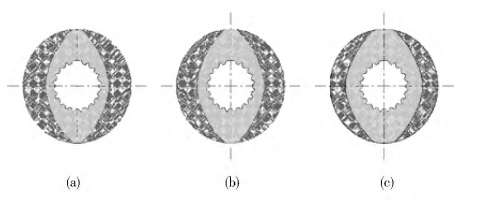
The groove depth ratio Da/Do directly reflects the depth of the groove, and determines the shear rate of the screw, the ability of powder feeding and exhaust. The groove depth ratio on the surface is only related to the major diameter and the minor diameter, and is actually related to the number of threads and the center distance. Industry experience shows that, considering the strength of the screw shaft and the screw element, the optimal groove depth ratio of the double-ended screw element is around 1.55. Of course, a larger groove depth ratio has its own unique advantages: improve the feeding condition and increase the feeding capacity; reduce the shear rate and reduce the melt processing temperature, which can allow higher screw speeds; increase the exhaust area, which can be more efficient Ground devolatilization and exhaust; low product stress and improved product performance. Therefore, the biggest advantage of large groove depth ratio is that it is used for the processing of low density, high filling and high water content materials. At present, the maximum groove depth ratio of foreign double-ended screws is 1.8, while the maximum groove depth ratio of some Chinese enterprises is 1.78, which is equivalent to the international advanced level. Figure 9 shows the end face shapes of screw elements corresponding to different groove depth ratios.
figure 9
3.screw shaft
After the breakthrough of the high-torsion gearbox technology, the strength of the screw shaft has become a technical difficulty restricting the development of the twin-screw extruder. That is, whether the screw shaft can withstand the large torque transmitted by the gearbox to the screw shaft, so now the extruder manufacturers focus on how to improve the torsion resistance of the screw shaft. To improve the torsion resistance of the screw shaft, there are two feasible solutions: one is to use high-strength and high-toughness materials; the other is to change the existing spline structure of the screw shaft to transmit torque.
3.1 Screw shaft material
At present, the most commonly used screw shaft material is 40CrNiMoA, and its performance is sufficient for ordinary materials. However, for high-viscosity materials, materials with higher torsion resistance are required. The extruder manufacturers represented by Tengda have achieved good results in the application of some new materials. Table 3 is the performance comparison of imported materials WR30, WR15E and domestic material 40CrNiMoA.
Table 3
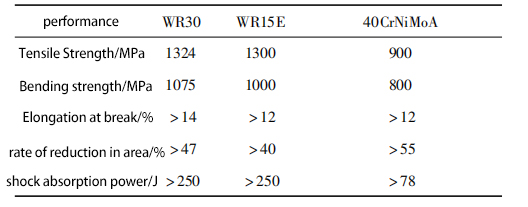
Performance comparison of WR15E and domestic material 40CrNiMoA. It can be seen from Table 3 that in terms of shock absorption energy, WR30 and WR15E are much higher than 40CrNiMoA, so the imported WR30 and WR15E materials can significantly improve the torsion resistance of the screw shaft.
3.2 Screw shaft splines
For the same material, in order to improve the torsion resistance of the Tengda screw shaft, the spline structure for transmitting torque can also be changed. At present, the most widely used key for transmitting torque is the involute spline, which is designed as a symmetrical structure, as shown in Figure 10.
Figure 10
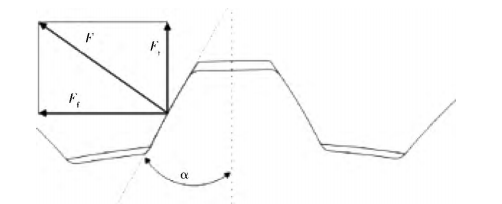
Figure 11
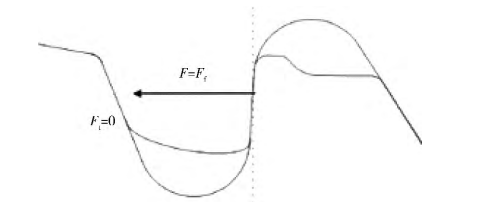
As can be seen from Figure 10, in the traditional symmetrical spline design, the force F on the spline when transmitting torque will always generate a component force Fr along the X direction, a component force Ft along the Y direction, and the component force generated in the Y direction. The smaller the Ft, the better the stress condition of the screw shaft and the stronger the torsion resistance. Figure 11 By adopting the asymmetrically designed splines, changing the structure of the splines makes the component force Ft in the Y direction zero, which improves the stress condition of the screw shaft, thereby improving the torsion resistance, so that the screw shaft of the same specification can be transmit more torque. However, due to the non-standard design of the asymmetrically designed splines, domestic manufacturers have basically not mastered their design basis and processing methods, so this method is currently only mastered by a few foreign professional companies.
4. conclusion
From the characteristics of polymer materials and the needs of process development, the application of high torque is an inevitable trend, and high speed and miniaturization can reduce investment and operating costs, and reduce specific energy consumption. However, the high-speed rotation of the screw will bring a series of problems that need to be solved. For example, the material stays in the screw for a short time, which will easily cause uneven mixing and plasticization of the material. Wear problems with the barrel, etc. Therefore, in view of the problems that may be caused by high-speed, in the future, we should combine specific processes to propose solutions and do a lot of work. my country's extruder market is developing rapidly, but the export ratio of extruder is still low. The pressure of rising raw material cost and energy cost makes energy saving and material saving become the focus of extrusion processing industry. Nanjing Tengda extruder equipment always adheres to creating high-end quality machines, and we are always at the forefront of high-tech. Tenda's twin screw extruders can provide customers with honest quality assurance services and technical guidance, and the above problems can be satisfactorily solved.

We will devote ourselves to exporting high-end extruder machine products from China to all around the world. It’s fully displayed the beauty of Chinese brands and let people around the world recognize Chinese manufacturing.







