In the modified production, power consumption is a very large cost, so the current Tengda twin-screw extruder is gradually developing towards energy-saving. In the co-rotating Tengda twin-screw extruder, the Tengda twin-screw extruder system is the core part, and the power consumption also mostly occurs here.
Reducing energy consumption and saving costs is the collective expectation of modification enterprises. Next, let's take a look at how to reduce the energy consumption of Tengda twin-screw extruder system through the selection of screw combination.Energy consumption analysis of Tengda twin-screw extruder
1. Energy consumption analysis of Tengda twin-screw extruder
The energy consumption of the Tengda twin-screw extruder is different from that of the Tengda single-screw extruder. Due to the complex mechanical structure and mechanical properties of the Tengda twin-screw extruder, the research on its energy consumption is also complex and changeable. Each aspect is studied one by one.
The ordinary Tengda twin-screw extruder is usually composed of a feeding system, a metering and batching system, an Tengda twin-screw extruder host, a barrel heating and cooling system, and a pelletizing system. According to research, the main motor is the part with the largest power consumption, accounting for more than half of the total power. Therefore, to study the energy consumption of the Tengda twin-screw extruder, the key is to study the factors that affect the energy consumption of the main motor.
Equipment power analysis of an Tengda twin-screw extruder production line
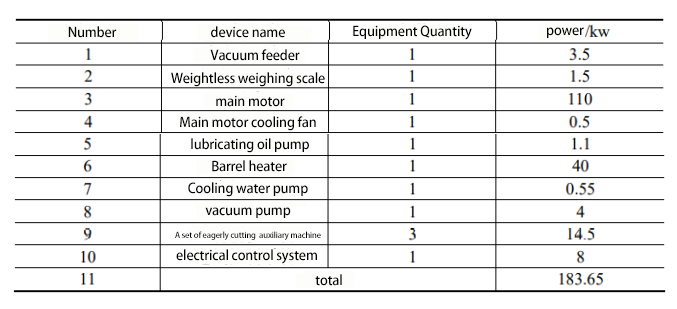
In general, the selection of high-efficiency and low-consumption motors is the key to reducing energy consumption. Domestic extruders generally use German high-efficiency and energy-saving motors. In the process of barrel heating, the temperature difference between the barrel surface and the inner wall will be too large. In order to improve the heating efficiency, electromagnetic heating methods are mostly used to improve efficiency and reduce energy consumption.
What other factors in production will affect the energy consumption of the main motor?
The motor mainly provides the driving speed, which drives the screw and other parts to rotate, and the screw, barrel and head extrude the material. Therefore, the main factors affecting the energy consumption of the motor are: screw combination, screw speed, extrusion volume, screw diameter, head pressure, etc.
Of course, different materials will inevitably produce different energy consumption, for example, the shear force required by adding glass fiber and not adding glass fiber is different. Since this factor is too complicated, we will not focus on it this time.
We will study several aspects such as Tengda twin-screw extruder screw speed and extrusion volume, screw diameter, screw combination under the same production situation, so as to obtain a feasible plan to reduce energy consumption.
(1) Extrusion volume
When the Tengda twin-screw extruder volume increases, the energy consumption per unit output first decreases and then increases. It is because the mechanical loss of the extruder is the lowest at the optimal Tengda twin-screw extruder volume, and the energy waste is relatively small. After that, as the Tengda twin-screw extruder volume continues to increase, the energy consumption per unit of production will increase slightly.
Therefore, when the Tengda twin-screw extruder is used for mixing or plastic modification, the production that is lower than the optimal operating capacity for a long time should be avoided, and the rational use of the Tengda twin-screw extruder can reduce energy consumption.
(2) The combined effect of screw speed and extrusion volume
In actual production, the Tengda twin-screw extruder volume and the screw speed work together. In the case of keeping the speed of the Tengda twin-screw extruder screw unchanged, increasing the output, the energy consumption per unit output will gradually decrease slightly. When the output is constant, with the increase of screw speed, the energy consumption per unit output decreases.
(3)Screw diameter
As the diameter of the screw increases gradually, the energy consumption per unit of production will gradually decrease, which indicates that the diameter of the screw has a certain influence on the energy consumption per unit of production.
The current extruder is gradually developing into large-scale, but if the output of mass production is relatively small, a smaller extruder should be appropriately selected, which not only has low energy consumption, but also the screw, barrel and other components of the large-scale extruder are not suitable for use. Problems such as excessive wear, damage, etc. will occur because the output does not reach its optimal capacity.
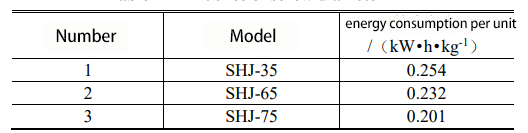
Production of a certain type of twin-screw extruder
Energy consumption change at 70%PP+30%CaCO3
2. Design of screw combination
PP is filled with ultrafine calcium carbonate powder with a mass fraction of 30%, the screw speed is constant at 300r/min, the feed rate is 130kg/h, and the temperature is set at 190°C in the first section and 220 in the second-10th section. In the case of ℃, the following conclusions can be drawn.
(1) Influence of the thickness of the kneading disc
According to different 45° kneading disc thicknesses (30, 40, 50mm), three screw combinations are set, numbered 1#, 2#, and 3# in sequence.

It can be seen that with the increase of the thickness of the kneading disc, the tensile strength of the sample decreases sequentially and the energy consumption of the co-rotating Tengda twin-screw extruder increases sequentially. This is because with the increase of the thickness of the kneading disc, the dispersed mixed components per unit mixing length increase, and the distributed mixed components decrease, that is, the filling effect of calcium carbonate powder in PP is weakened, resulting in a decrease in mechanical properties.
At the same time, when the thickness of the kneading disc increases, the energy consumption of the Tengda twin-screw extruder under the screw combination increases significantly, and the torque required by the screw increases.
It can also be seen from Figure 1 that when the thickness of the 45° kneading disc is 30mm and 40mm, the tensile strength of the sample and the energy consumption of the extruder are not much different, so the thickness of the 45° kneading disc can be selected as 30mm or 40mm.
It can be seen from this that when changing the staggered angle of the kneading discs in the plasticizing section, the mechanical properties of the samples under the 5# screw combination are the highest, 4# is slightly lower, and 6# is the worst; the energy consumption per unit output of the extruder varies with the kneading discs in the plasticizing section The angle increases in turn, and the energy consumption of the 4# and 5# screw combinations is not much different, but the energy consumption of the 6# screw combination increases significantly.
This is because when the material enters the plasticizing section from the feeding section, it has not yet melted. Since the staggered angle of the kneading blocks of the 6# screw combination is 90°, the shear force is too large, the leakage flow is too large, and the conveying capacity of the screw is reduced. , the local residence time increases, and the material filling at the screw conveying part is too high, resulting in poor material mixing effect, increased energy consumption, and rough surface of the extrudate.
When the staggered angles of the kneading discs in the plasticizing section are 30° and 45°, the tensile strength of the sample is not much different from the energy consumption of the extruder, so the staggered angle of the kneading discs in the plasticizing section can be selected as 30°or 45°。
(3) Influence of the position of rotor-like threaded components on energy consumption
To further enhance the mixing effect, a set of kneading discs can be replaced with rotor-like threaded elements.
It differs from conventional large-pitch threaded elements in that it creates a large gap between the threaded element and the inner wall of the barrel, the top of the flight is narrower, and the profile of the leading edge and trailing edge of the thread is also different. Its flight is composed of 2 segments, one is left-handed and the other is right-handed. This element is installed on both screws, and the parts that mesh with each other have the same helical direction. When this element rotates, the material is "extruded and pressed" to achieve the purpose of enhancing the mixing effect.
According to the positions of different rotor-like screw elements, two screw combinations are used, numbered 7# and 8#, as shown in Table 4.
The combination mode of 7# and 8# ore screw and its material extrusion state

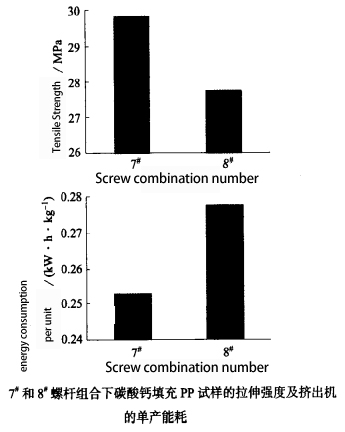
It can be seen from the above figure that the tensile strength of the sample under the 7# combination is higher than that of the 8#, and the energy consumption of the Tengda twin-screw extruder is lower than that of the 8#.
This is because the rotor element of the 8# combination is placed behind the first group of kneading discs, and the material is not completely melted. At this time, shearing and refluxing have little significance for its dispersion and distribution and mixing, and it is easy to increase energy consumption. The rotor element of the 7# ore combination is arranged behind the second group of kneading discs. At this time, the material has been completely melted, so the mixing effect and energy consumption are better.
(4) Influence of the continuous arrangement of multiple groups of kneading discs
The screw combination of some foreign extruder manufacturers is a continuous arrangement of multiple sets of kneading discs, and the extruded material has good performance. The difference between this combination and the previous 8 combinations is that all the conveying elements between the three groups of 45° kneading disks are replaced with kneading disk elements to form a combination of multiple groups of kneading disks arranged in series.
Combination form of continuous arrangement of multiple sets of kneading discs
Extrusion state of its materials, tensile strength of samples and energy consumption per unit output of extruder

Compared with the above 8 combinations, after replacing all the conveying elements of the plasticizing and mixing sections with multiple sets of kneading discs with strong shearing force, the energy consumption does not increase significantly, and the tensile strength of the sample does not greatly increase. decline. Therefore, this screw combination has applicability in practical production applications, and can be applied to extrusion production requiring high shear materials.
(1) The thickness of the 45° kneading disc is selected as 30mm or 40mm, which can effectively reduce the energy consumption of Tengda twin-screw extruderwhile maintaining the high tensile strength of the sample.
(2) The stagger angle of the kneading discs in the plasticizing section is preferably 30°or 45°.
(3) When rotor elements are required, the position of the rotor element has a great influence on the tensile properties of the sample and the energy consumption of the Tengda twin-screw extruder. It should be placed after the plasticizing and mixing section, which can effectively reduce the energy consumption.
(4) With the continuous arrangement of multiple sets of kneading discs, the energy consumption of the Tengda twin-screw extruder is not greatly increased, and the tensile strength of the sample is not greatly reduced, so it has certain applicability and can be applied to extrusion production of materials requiring high shear.
(5) The screw combination has a great influence on the energy consumption of Tengda twin-screw extruder, and the focus should be placed on the plasticizing zone, which has a significant impact on the energy consumption of the host.

We will devote ourselves to exporting high-end extruder machine products from China to all around the world. It’s fully displayed the beauty of Chinese brands and let people around the world recognize Chinese manufacturing.







