What Are The Features And Application Of Biodegradable Plastic Extruders?
Lab Scale TPE Thermoplastic Elastomers
Discussion on some problems in the use of twin-screw extruder
by:TENGDA
2023-02-02
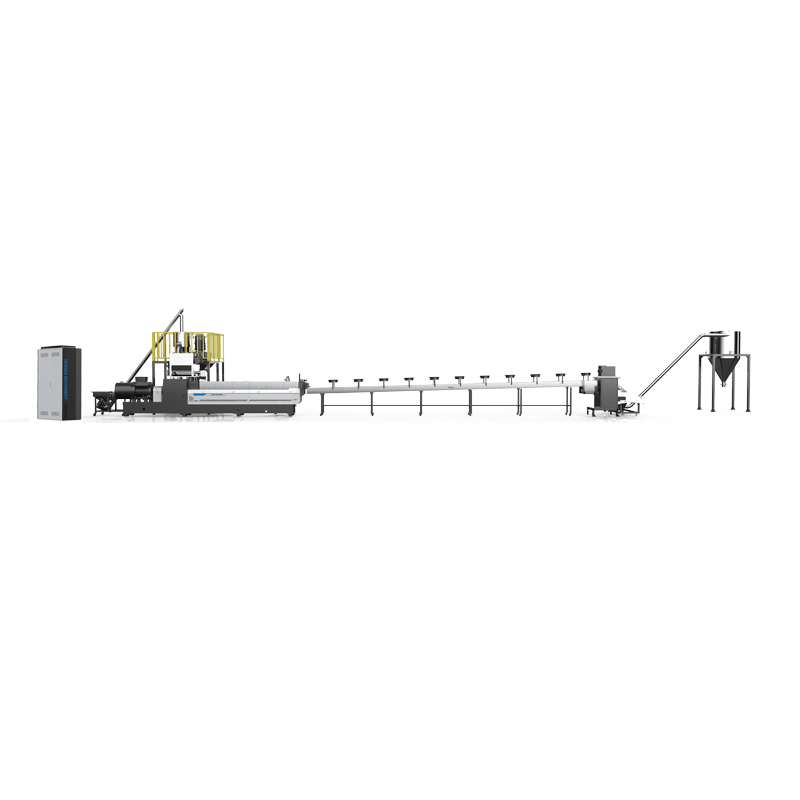
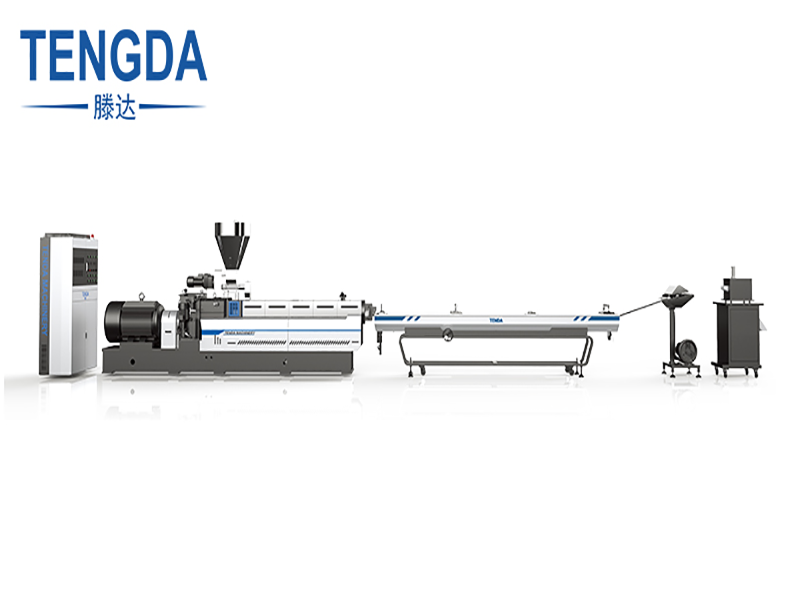
The twin-screw extruder is the key equipment in the milling equipment, and it is also the model with the largest number of extruders. Although it has achieved more and more perfect results in its design and manufacturing, it is indeed suitable for the processing of various types of powders and can achieve satisfactory results. However, after all, there are still many early imported equipment, and the domestic second-generation and third-generation advanced equipment are still not used by the majority of users. Its structure and performance are not so perfect, so we mainly discuss some problems in the use of these devices with its users.
Two main parameters in the use of twin-screw extruders
1. Setting of melting section temperature
In order to carry out kneading, the ingredients must be heated first, especially the meltables in the components must be completely melted as soon as possible, and kept at a certain temperature (that is, the set temperature), so that it becomes the package of various insolubles in the components. Therefore, setting the temperature has two purposes, one is to melt the meltable material as soon as possible, and the faster the melting time, the better, so that the proportion of the length of its position in the barrel is smaller, and the corresponding mixing The longer the refining time can improve the mixing effect; the second is to limit the temperature rise to a certain value and start the cooling system to prevent the material from solidifying.
The temperature of the material in the melting zone is the lowest, and it is mainly heat-absorbing. The set temperature should be the highest, but it is unsatisfactory to set the lowest in the early operation manual, because the screw speed there is very low, the output is also low, and the material is in the barrel. The forward speed is very slow, and there is sufficient time for heating. It is good to increase the set temperature, but the temperature of the feeding section will be too high, and the feeding capacity of the screw will be weakened or lost due to the generation and increase of molten material in this section. It made people 'careful', and some people advocated that the screw speed should not exceed 100 rpm, which actually became misleading, but there were still experts who pointed out, for example, the boss of Gaoyuan Company said: It would be better if he set it to 160 °C. Therefore, with the accumulation of people's experience, the improvement of the theoretical level, especially the continuous increase of the screw speed (60 screw has reached 1,000 rpm), and the research on the temperature field of the barrel has been strengthened, and new understanding has been gained. (Related matters will be discussed separately) As long as the cooling effect of the feeding area is guaranteed, or cooling water with a lower temperature can be used, or there are good heat insulation measures from the melting area, or there are post-internal cooling facilities, etc., even if the set temperature in this area is higher than the solidification point It doesn't matter. In short, the setting temperature in the feeding zone is the highest, and the specific value should be close to the curing temperature, and it is proportional to the screw speed, that is, the forward speed of the material in the barrel.
2. Setting of temperature in other working areas
The principle of setting the temperature of each zone before the melting zone is to gradually decrease, the lower the screw speed, the more the decrease, and the high-speed machine for non-high-gloss powder processing should decrease less, or even not decrease.
3. Adjustment of working speed
After the main motor starts smoothly, it should run at the rated speed as much as possible, and the main current should be kept at (90-95)% of its rated current value. The correct starting procedure is to first adjust the temperature of the melting zone to be (10-20) ℃ higher than the softening point of the meltable material. As a starting setting, after starting, turn on the feeder when the speed reaches (25-30) Hz in a balanced manner, and increase slowly. At the same time, adjust the temperature setting value of the melting zone. When the main current is close to the rated value, the feeding will stop increasing; then increase the speed of the main motor to 35Hz, and then adjust the feeding machine. Repeat the above operations, each time the main motor speeds up by about 5Hz, until the rated speed (50 or 60Hz), the whole process must not be too fast, sometimes the main current in the feeder will slightly exceed the rated value, it does not matter, after the main motor speeds up It will drop down immediately, but the feeding amount must be reduced at rated speed.
The average consumer is always looking for ways to save money while finding out solutions, is designed for killing two birds with one stone, providing a perfect solution to Application problems.
To find an ideal of your need, please visit my site TENGDA Extruder Machine Manufacturers.
Overall, Application may be a great way for manufacturers to expand their use of technology, but the price could present a significant hurdle for some businesses.
can be used in a wide variety of ways.
Application is attracting a great positive feedback from the customers. And many of our clients are fully satisfied with it.
Custom message
Related Products