What Is A Lab Extruder And Its Function?
Lab Scale TPE Thermoplastic Elastomers
Do you understand the key points of the twin-screw extruder process, and what problems will arise when using it?
by:TENGDA
2022-12-18
Key words: twin screw extruder
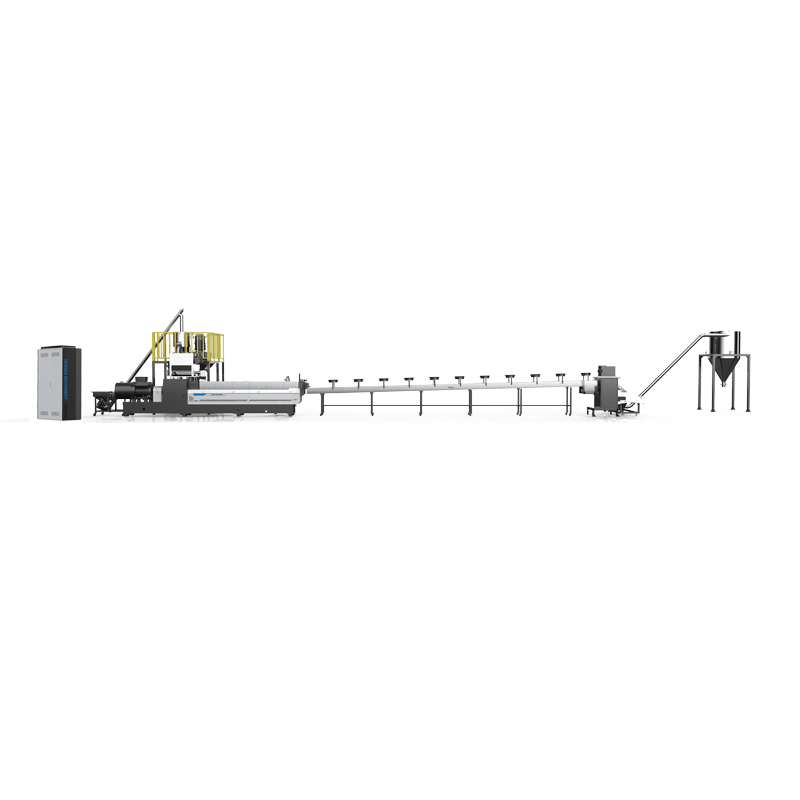
The twin-screw extruder is mainly used for the extrusion and plasticization of materials, so do you know the key points of the process of this equipment? The main thing is that in the extrusion process, the material is transformed from a glass state to a molten state, and the balance between the heat required for the plasticization of the material and the heat supplied is done well, so that the material can complete the ideal plasticization. However, in the process of use, we found that there are always some problems with the equipment. The common problems are severe wear of the reamer, too rough surface of the reamer, severe wear of the bushing of the mud cylinder wall, and excessive clearance between the mud press plate and the reamer. Wait, the following is a detailed analysis of the reasons, let's take a look.
Process points of twin-screw extruder:
Do you know the key points of the twin-screw extruder process? Mainly in the extrusion process, the material is transformed from a glass state to a molten state, and the balance between the heat required for the plasticization of the material and the heat supplied is done well, so that the material can complete the ideal plasticization. The specific introduction can be seen below article.
1. In the process of extrusion, the material is transformed from a glass state to a molten state. In addition to a good balance between the heat required for plasticizing the material and the heat supplied to complete the ideal plasticization of the material, melting pressure is also a very important important control indicators. Because the material is affected by the resistance of the die and the compression ratio of each section of the screw during the extrusion process, it does not exist under normal pressure. For different dies, the compression ratio of each section of the screw is basically constant and cannot be changed.
2. Under the premise that the extrusion speed remains unchanged, if the feeding speed is increased or decreased, the material volume of the screw in the feeding section will change, and the material volume in the exhaust section will remain unchanged. Therefore, the feeding section and the compression section change with the compression ratio, and the melting The pressure increases or decreases accordingly; under the premise of the same feeding speed, if the extrusion speed is increased or decreased, the material volume of the screw in the feeding section will also change.
The material volume of the exhaust section remains unchanged, so the melting pressure of the feeding section and the compression section increases or decreases with the change of the compression ratio; the feeding speed increases or decreases synchronously with the extrusion speed, because the screw material volume of the feeding section is not The change is only the change of the melting pressure due to the increase or decrease of the speed.
Analysis of common problems in the use of twin-screw extruders:
Twin-screw extruders often encounter some problems during use. Common problems include severe wear of the reamer, rough surface of the reamer, severe wear of the bushing on the wall of the mud cylinder, and excessive clearance between the mud press plate and the reamer, etc. The following is a detailed reason analysis:
1. The reamer is severely worn
The gap between the reamer and the inner wall of the mud cylinder is too large, or the helix angle of the reamer blade is wrong. When replacing the reamer, attention should be paid to keep the gap at 3-5mm, and the reamer blade should be made according to the designed angle.
2. The surface of the reamer is too rough
The surface of the reamer blades is too rough, and the friction between the mud and the blades is too great. Therefore, when surfacing the reamers, do not surfacing in groups. Replace them all at once. Replace them in batches in order to ensure smooth brick production.
3. The bushing of the mud cylinder wall is seriously worn
The gap between the reamer blade and the wall of the mud tank is too large, resulting in too much rotational movement of the mud material in the mud tank, and the mud material cannot come out or enter. At this time, a new mud cylinder liner should be replaced, or several ribs parallel or inclined to the axial direction should be installed on the inner wall of the liner to replace the worn-off reciprocating groove, so as to prevent the mud from turning ineffectively and increase its effective extrusion.
4. The gap between the mud press plate and the reamer is too large
The gap between the mud-pressing knife plate and the reamer is too large to press the mud. At this time, the knife plate should be adjusted or repaired, and the knife plate should be replaced so that the gap between the mud-pressing knife plate and the reamer blade is less than 10 mm.
The above are the technical points and common problems analysis of the twin-screw extruder. If you encounter the same problem when using the twin-screw extruder, you can refer to the above content to deal with it. I hope it can help you.
TENGDA is the leading manufacturer of Application and related products.
Nanjing Tengda Machinery Co., Ltd. has been a leading server of for many years. Visit the website TENGDA Extruder Machine Manufacturers for quality Application.
Application has obtained many affirmation in the market. Undoubtedlly, our customers are totally satisfied with our products.
With its quality certified and recognised by professional intitutions and customers, Nanjing Tengda Machinery Co., Ltd. is one of the leading providers in China.
Nanjing Tengda Machinery Co., Ltd. constantly discovers the demands of global market for developing a wide range of products applied in different use.
The twin-screw extruder is mainly used for the extrusion and plasticization of materials, so do you know the key points of the process of this equipment? The main thing is that in the extrusion process, the material is transformed from a glass state to a molten state, and the balance between the heat required for the plasticization of the material and the heat supplied is done well, so that the material can complete the ideal plasticization. However, in the process of use, we found that there are always some problems with the equipment. The common problems are severe wear of the reamer, too rough surface of the reamer, severe wear of the bushing of the mud cylinder wall, and excessive clearance between the mud press plate and the reamer. Wait, the following is a detailed analysis of the reasons, let's take a look.
Process points of twin-screw extruder:
Do you know the key points of the twin-screw extruder process? Mainly in the extrusion process, the material is transformed from a glass state to a molten state, and the balance between the heat required for the plasticization of the material and the heat supplied is done well, so that the material can complete the ideal plasticization. The specific introduction can be seen below article.
1. In the process of extrusion, the material is transformed from a glass state to a molten state. In addition to a good balance between the heat required for plasticizing the material and the heat supplied to complete the ideal plasticization of the material, melting pressure is also a very important important control indicators. Because the material is affected by the resistance of the die and the compression ratio of each section of the screw during the extrusion process, it does not exist under normal pressure. For different dies, the compression ratio of each section of the screw is basically constant and cannot be changed.
2. Under the premise that the extrusion speed remains unchanged, if the feeding speed is increased or decreased, the material volume of the screw in the feeding section will change, and the material volume in the exhaust section will remain unchanged. Therefore, the feeding section and the compression section change with the compression ratio, and the melting The pressure increases or decreases accordingly; under the premise of the same feeding speed, if the extrusion speed is increased or decreased, the material volume of the screw in the feeding section will also change.
The material volume of the exhaust section remains unchanged, so the melting pressure of the feeding section and the compression section increases or decreases with the change of the compression ratio; the feeding speed increases or decreases synchronously with the extrusion speed, because the screw material volume of the feeding section is not The change is only the change of the melting pressure due to the increase or decrease of the speed.
Analysis of common problems in the use of twin-screw extruders:
Twin-screw extruders often encounter some problems during use. Common problems include severe wear of the reamer, rough surface of the reamer, severe wear of the bushing on the wall of the mud cylinder, and excessive clearance between the mud press plate and the reamer, etc. The following is a detailed reason analysis:
1. The reamer is severely worn
The gap between the reamer and the inner wall of the mud cylinder is too large, or the helix angle of the reamer blade is wrong. When replacing the reamer, attention should be paid to keep the gap at 3-5mm, and the reamer blade should be made according to the designed angle.
2. The surface of the reamer is too rough
The surface of the reamer blades is too rough, and the friction between the mud and the blades is too great. Therefore, when surfacing the reamers, do not surfacing in groups. Replace them all at once. Replace them in batches in order to ensure smooth brick production.
3. The bushing of the mud cylinder wall is seriously worn
The gap between the reamer blade and the wall of the mud tank is too large, resulting in too much rotational movement of the mud material in the mud tank, and the mud material cannot come out or enter. At this time, a new mud cylinder liner should be replaced, or several ribs parallel or inclined to the axial direction should be installed on the inner wall of the liner to replace the worn-off reciprocating groove, so as to prevent the mud from turning ineffectively and increase its effective extrusion.
4. The gap between the mud press plate and the reamer is too large
The gap between the mud-pressing knife plate and the reamer is too large to press the mud. At this time, the knife plate should be adjusted or repaired, and the knife plate should be replaced so that the gap between the mud-pressing knife plate and the reamer blade is less than 10 mm.
The above are the technical points and common problems analysis of the twin-screw extruder. If you encounter the same problem when using the twin-screw extruder, you can refer to the above content to deal with it. I hope it can help you.
TENGDA is the leading manufacturer of Application and related products.
Nanjing Tengda Machinery Co., Ltd. has been a leading server of for many years. Visit the website TENGDA Extruder Machine Manufacturers for quality Application.
Application has obtained many affirmation in the market. Undoubtedlly, our customers are totally satisfied with our products.
With its quality certified and recognised by professional intitutions and customers, Nanjing Tengda Machinery Co., Ltd. is one of the leading providers in China.
Nanjing Tengda Machinery Co., Ltd. constantly discovers the demands of global market for developing a wide range of products applied in different use.
Custom message
Related Products