What Is A Lab Extruder And Its Function?
Lab Scale TPE Thermoplastic Elastomers
How to repair the wear of the barrel of the twin-screw extrusion granulator?
by:TENGDA
2022-10-03
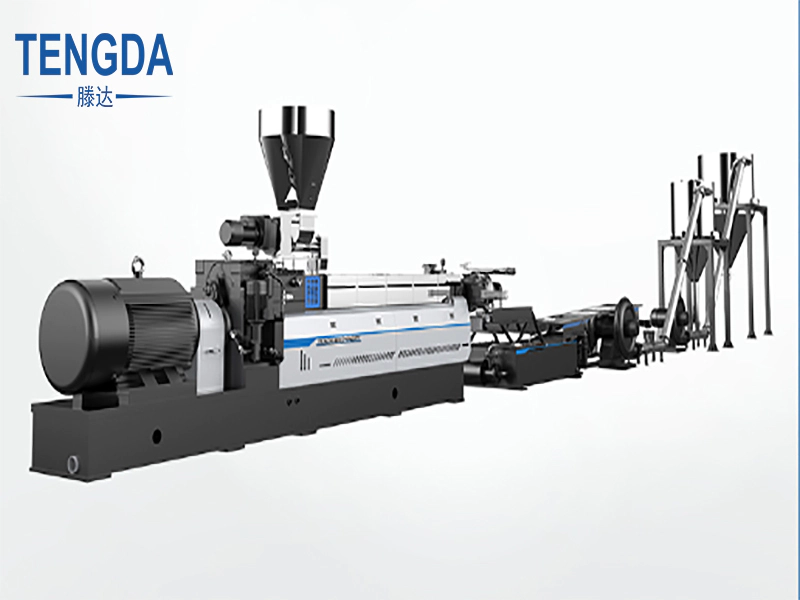
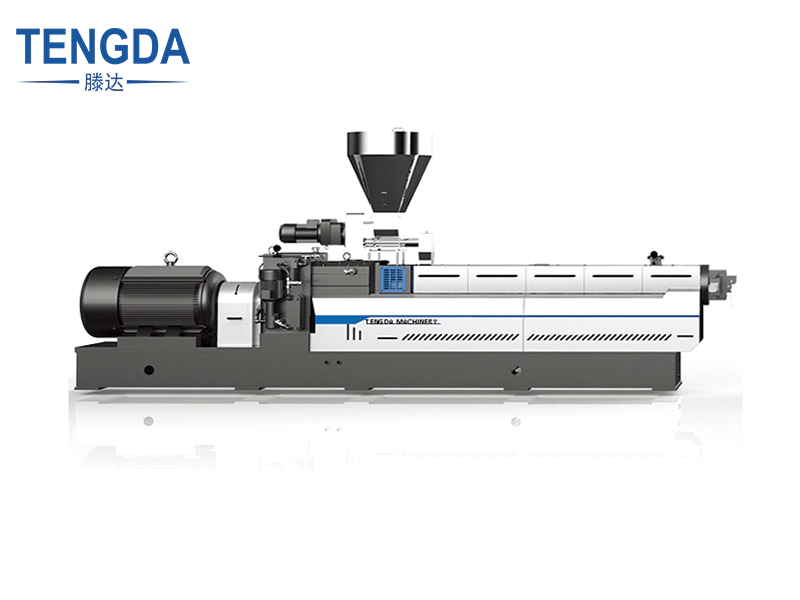
Abnormal damage to screw and barrel of twin-screw extruder granulator Abnormal damage to screw and barrel often occurs in the case of screw ring knots and foreign matter 'trucks'. The so-called screw ring knot refers to the condensed material of the screw. Locking, it is difficult to rotate normally. When the ring is knotted, the locally condensed material is like a brake shoe, which tightly brakes the screw. If the driving system of the twin-screw extruder lacks a good protection device, the strong driving force may be The screw is twisted and broken. The ring knot is mainly a material with a high melting point. When the heater in the screw melting zone is out of control, the local temperature is lower than the material's baking point, resulting in an increase in the viscosity of the melted material, or even re-condensation, or solid particle surface adhesion, Cause the screw to brake state. For the material with low melting point, although the temperature of the material can be kept above the melting point, it is difficult to appear the phenomenon of ring knot. In order to avoid the occurrence of ring knot, it is necessary to carefully check the heater and temperature control instrument before starting the car , to ensure the normal operation of each instrument. During the extrusion operation of the machine, the instrument should be regularly checked and the temperature of each heating zone should be monitored. If any abnormality is found, it should be dealt with in time. When the screw is looped, it should be stopped immediately to check the cause. Confirm the heating system After the fault point is repaired, increase the temperature of the ring junction occurrence area and its adjacent areas, so that the ring junction material is fully penetrated. After the hand-wheel truck is sure that the fault is eliminated, the temperature is readjusted and the normal extrusion work is resumed.
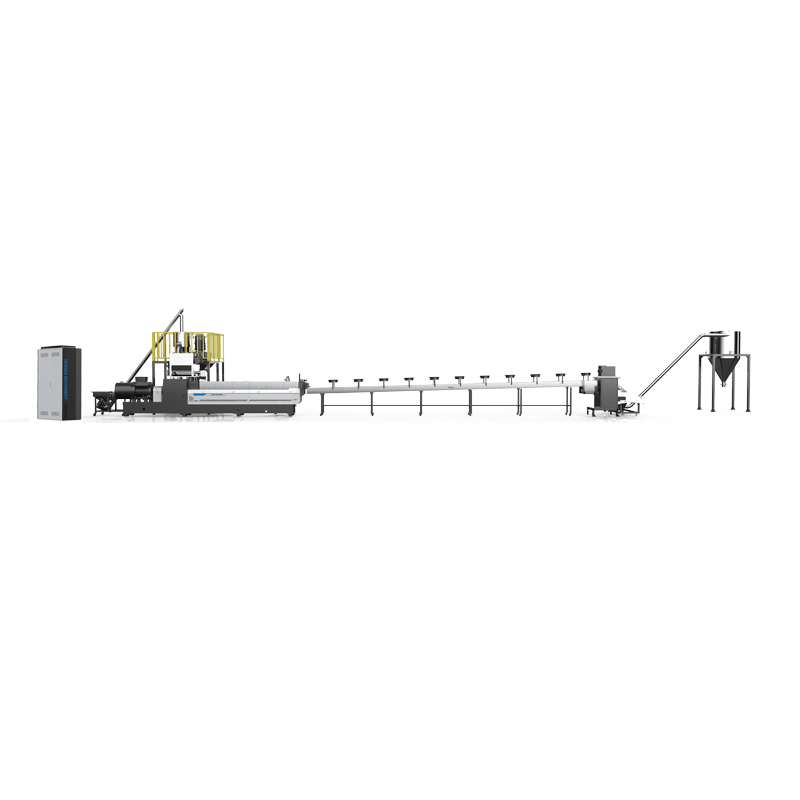
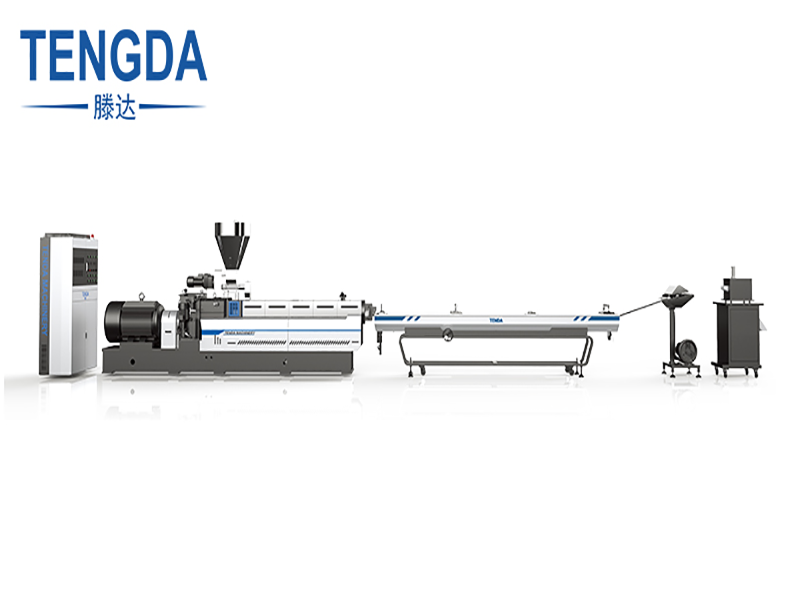
Normal wear of screw and barrel The wear of screw and barrel of screw granulator mainly occurs in two parts: the feeding area and the metering area. However, it is not obvious in the short term and can be considered as uniform wear along the entire length. The main cause of wear in the feeding zone is the abrasive wear caused by the dry friction between solid particles and the metal surface. This region is not long and is limited to the time before the solid pellets warm up to soften and begin to melt. The metering area works under the condition of liquid friction, and the possibility of corrosive wear is greater. The wear of the metering area increases the radial gap between the screw and the barrel, and the leakage flow increases even more when it is serious, and the extruder is obviously reduced. In contrast, wear in the feed zone did not have such a significant effect on extrusion throughput. Therefore, when investigating the wear of the extrusion system, it is based on the measured diameter of the metering area of the screw and the barrel.
Screw trucks mainly occur when metal and other hard foreign materials are mixed with raw materials, and after entering the extrusion system, they rub against the surface of the screw and the barrel and squeeze, resulting in an unusual G resistance. At this time, the power consumption of the screw increases, which may cause the screw thread to partially break, scratch the barrel, or even break the screw. Scratches on the barrel are difficult to repair. The local fracture of the screw thread can be repaired by surfacing welding. In order to prevent the screw from being stuck by hard foreign objects in the material, the mixing and feeding operations should be strictly managed. Some extruders are equipped with magnetic or other metal detectors at the feed inlet. When the material is mixed with metal foreign matter, it can be reported in time, but it cannot be detected for non-metallic objects such as ceramics, glass, and sand.
According to the analysis of theory and practical experience, at present, for domestic single-screw granulator, the manufacturing radial clearance of small-diameter screw is too large, and the manufacturing radial clearance of large-diameter screw is too small. The effect of the increased clearance due to wear on the output of small diameter screws is more pronounced than that of large diameter screws. In addition, large screws are expensive to manufacture. In short, the wear amount of large-diameter screws is generally higher than that of small-diameter screws. The repair and life cycle of the screw is generally governed by the ratio of the radial clearance d to the screw metering section tip depth 143. For small-diameter screws (below 60mm in diameter), when the ratio of screw wear is 2~2.5 times of the initial stage, and conditions permit, consideration should be given to repair or replace the screw. When it reaches 3 times the initial value, it should be determined to replace the new screw.
The global market was valued at plastic extruder machine manufacturers in extruder machine manufacturers and is expected to reach a market value of plastic extruder machine manufacturers by extruder machine manufacturers, with a CAGR of plastic extruder machine manufacturers during the forecast period.
As a result, consumers will reward TENGDA with leadership sales, profit, and value creation, allowing our customers in which we live and work to prosper.
Nanjing Tengda Machinery Co., Ltd., which contributes itself on Application for creating more useful application.
If Nanjing Tengda Machinery Co., Ltd. added selling plans, offered more Application, and increased service regions, it would suit the needs of more users.
Custom message
Related Products