What Are The Features And Application Of Biodegradable Plastic Extruders?
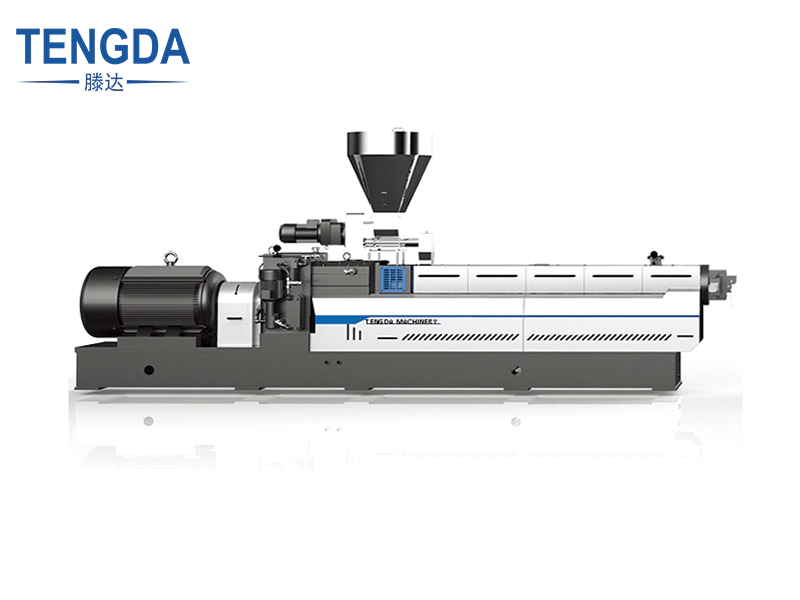
Lab Scale TPE Thermoplastic Elastomers
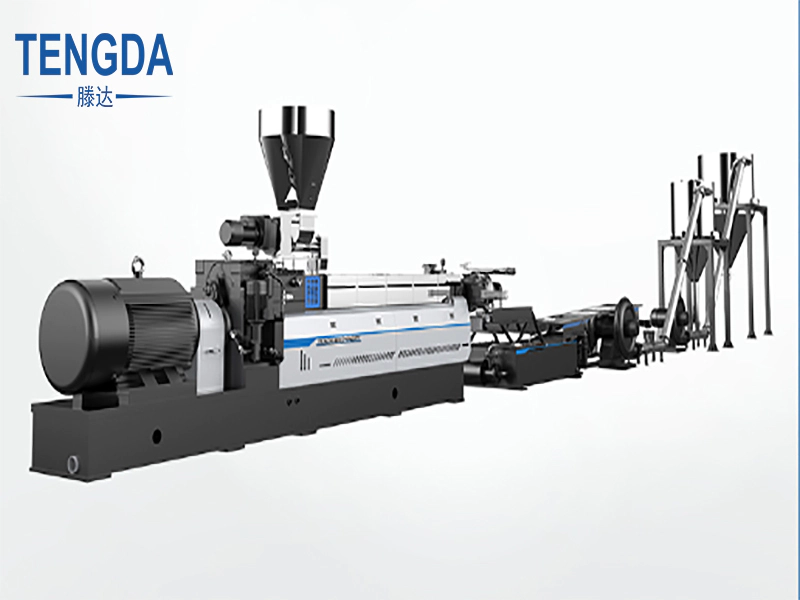
Plastic granulator components
by:TENGDA
2023-02-06
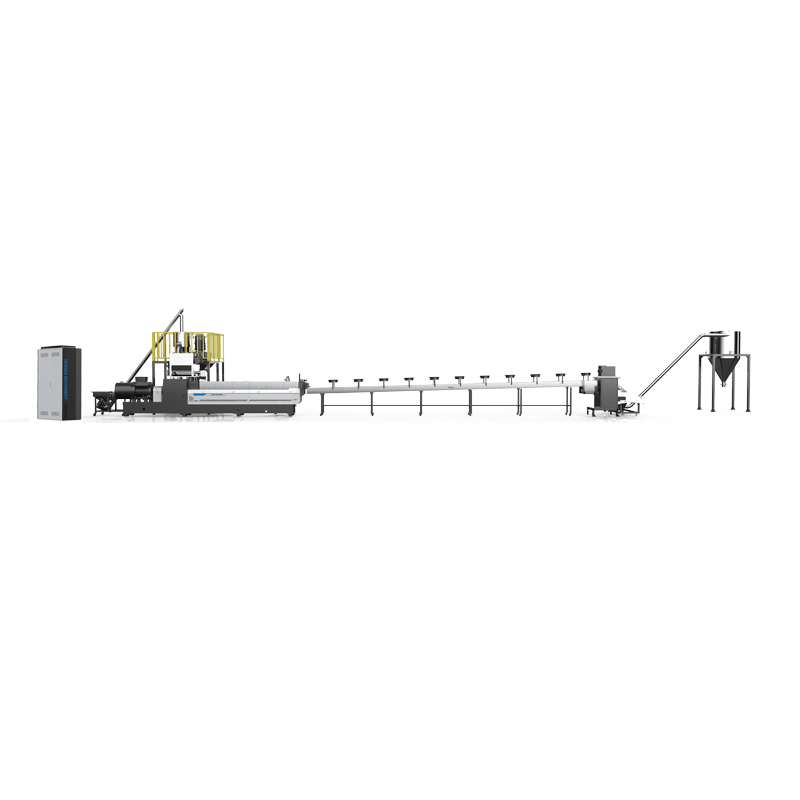
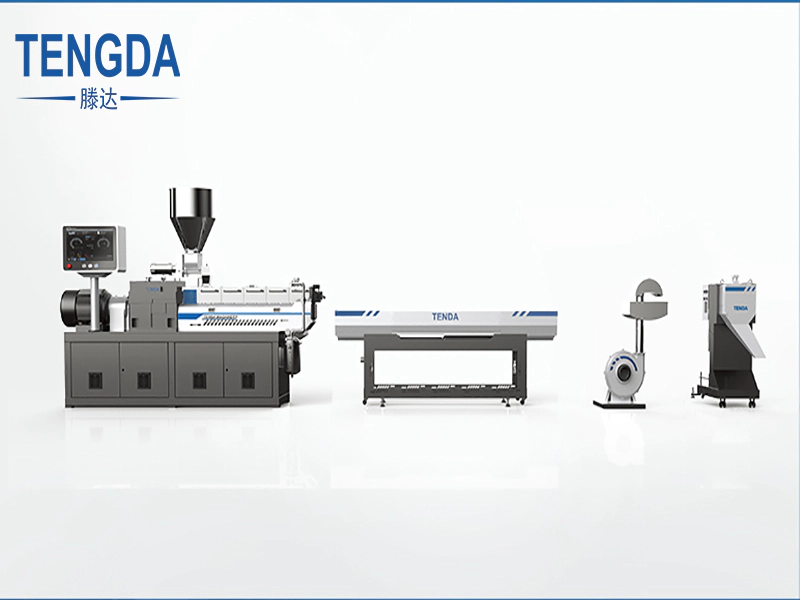
The host of the plastic granulator is the extruder system, which consists of an extrusion system, a transmission system and a heating and cooling system.
The extrusion system includes screw, barrel, silo, machine head, and mold shell. The plastic is melted into a uniformly distributed solution according to the extrusion system, and is continuously extruded by the screw under the working pressure created in this link. nose.
(1) Screw: It is the most critical component of the extruder. It can directly affect the application range and productivity of the extruder. It is made of high-toughness and corrosion-resistant carbon steel.
(2) Barrel: It is a metal material seamless steel tube, generally used for high temperature resistance, high compressive strength, strong wear resistance, corrosion resistance carbon steel or composite seamless lined carbon steel Made of steel pipe. The barrel and the screw cooperate with each other to complete the crushing, softening, melting, melting, exhaust and compaction of the plastic, and continuously and evenly transport the plastic particles to the forming system. Generally, the total length of the barrel is 18:1 of its outer diameter, so that the plastic can be fully heated and melted as a standard.
(3) Silo: The bottom of the silo is equipped with a cutting device, which is convenient for adjusting and disconnecting the material flow. The side of the silo is equipped with sight holes and calibration measurement verification equipment.
(4) Machine head and mold shell: The machine head is composed of carbon steel inner pad and carbon steel coat, and the machine head is equipped with a forming mold shell. The function of the machine head is to change the rotating plastic melt into a horizontal and uniform linear motion, uniformly and stably guide it into the mold sleeve, and give the plastic the necessary forming pressure. The plastic is melted and tamped in the barrel, and is poured into the forming mold of the machine head along the certain gate through the filter plate of the porous structure filter according to the neck of the machine head. , so that the plastic melt builds a continuous dense tubular covering around the copper core cable. In order to ensure that the plastic flow channel in the machine head is effective and clear the blind area of plastic accumulation, a separation plate (sleeve specification) is usually installed. In order to eliminate the pressure fluctuation during plastic extrusion, there is also an equipotential setting. The machine head is also equipped with mold calibration and adjustment equipment, which is beneficial to adjust and calibrate the coaxiality of the mold core and mold sleeve. According to the intersection angle of the flow angle of the head and the axis of the screw, the extruder divides the head into an inclined angle head (120 degrees) and an oblique angle (90 degrees) head. The shell of the machine head is fixed on the equipment with screws. The grinding machine inside the machine head has a core seat and is fixed on the three-phase five-wire port of the machine head with bolts. The front of the core seat is equipped with a core. There are holes in the center of the core and the mold core seat to pass the copper core cable; there is a lightning receptor on the front side of the machine head to balance the working pressure; the extrusion shaping part is composed of the mold sleeve seat and the mold sleeve. The position can be adjusted by the anchor bolts according to the support to adjust the relative position of the mold sleeve to the mold core, which is beneficial to adjust the uniformity of the thickness of the extruded insulating layer. The outside of the machine head is equipped with a heating device and temperature detection equipment.
2. Transmission system:
The function of the transmission system is to drive the screw and provide the torque and speed ratio required by the screw during the extrusion process. It is generally composed of a motor, a reducer and a needle bearing.
3. Heating and cooling equipment: Heating and cooling are necessary conditions for the realization of the whole process of plastic extrusion.
(1) Nowadays, extruders generally use electric heaters, which are divided into resistance wire heating and electromagnetic induction heating. The heating sheet is installed in the overall body, machine neck and machine head. The heating device heats the plastic in the cylinder from the outside to make it warm up, so as to reach the temperature required for the process operation.
(2) The refrigeration equipment is set to ensure that the plastic is in the temperature range of the technical standard. In fact, it is better to eliminate the excessive heat generated by the cutting friction of the screw rotation, so as to avoid the plastic melting, embrittlement or difficult molding due to excessive temperature. Barrel refrigeration can be divided into two types: air-cooled and air-cooled. Generally, air-cooled is more suitable for large, medium and small extruders. Large and medium-sized extruders usually use water-cooled heat dissipation or two methods of combined refrigeration; screw refrigeration mainly uses core water-cooled heat dissipation , the purpose is to increase the solid-state transportation rate of raw materials, stabilize the mold clamping force, and improve product quality at the same time; but the refrigeration at the silo is to further enhance the transportation efficiency of solid materials and prevent plastic pellets from being heated due to heating. The sticky material mouth is blocked, and the second is to ensure the regular work of the rotating part.
Technology is a foundational component of today's fast-paced business environment. Nanjing Tengda Machinery Co., Ltd. who are digital natives are especially equipped to harness technology's power to establish, promote and grow our businesses.
Satisfying our customers with the appropriate level of quality is a primary goal and a fundamental element as Application of our business mission.
Nanjing Tengda Machinery Co., Ltd. will need to find one that fits our needs and budgets, and still turns out a quality product.
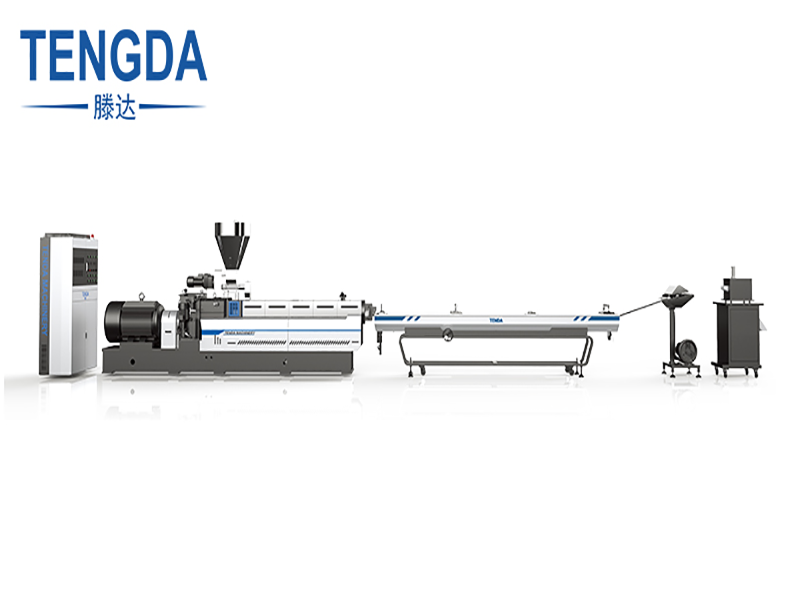
Parts of plastic granulator
The extrusion system includes screw, barrel, silo, machine head, and mold shell. The plastic is melted into a uniformly distributed solution according to the extrusion system, and is continuously extruded by the screw under the working pressure created in this link. nose.
(1) Screw: It is the most critical component of the extruder. It can directly affect the application range and productivity of the extruder. It is made of high-toughness and corrosion-resistant carbon steel.
(2) Barrel: It is a metal material seamless steel tube, generally used for high temperature resistance, high compressive strength, strong wear resistance, corrosion resistance carbon steel or composite seamless lined carbon steel Made of steel pipe. The barrel and the screw cooperate with each other to complete the crushing, softening, melting, melting, exhaust and compaction of the plastic, and continuously and evenly transport the plastic particles to the forming system. Generally, the total length of the barrel is 18:1 of its outer diameter, so that the plastic can be fully heated and melted as a standard.
(3) Silo: The bottom of the silo is equipped with a cutting device, which is convenient for adjusting and disconnecting the material flow. The side of the silo is equipped with sight holes and calibration measurement verification equipment.
(4) Machine head and mold shell: The machine head is composed of carbon steel inner pad and carbon steel coat, and the machine head is equipped with a forming mold shell. The function of the machine head is to change the rotating plastic melt into a horizontal and uniform linear motion, uniformly and stably guide it into the mold sleeve, and give the plastic the necessary forming pressure. The plastic is melted and tamped in the barrel, and is poured into the forming mold of the machine head along the certain gate through the filter plate of the porous structure filter according to the neck of the machine head. , so that the plastic melt builds a continuous dense tubular covering around the copper core cable. In order to ensure that the plastic flow channel in the machine head is effective and clear the blind area of plastic accumulation, a separation plate (sleeve specification) is usually installed. In order to eliminate the pressure fluctuation during plastic extrusion, there is also an equipotential setting. The machine head is also equipped with mold calibration and adjustment equipment, which is beneficial to adjust and calibrate the coaxiality of the mold core and mold sleeve. According to the intersection angle of the flow angle of the head and the axis of the screw, the extruder divides the head into an inclined angle head (120 degrees) and an oblique angle (90 degrees) head. The shell of the machine head is fixed on the equipment with screws. The grinding machine inside the machine head has a core seat and is fixed on the three-phase five-wire port of the machine head with bolts. The front of the core seat is equipped with a core. There are holes in the center of the core and the mold core seat to pass the copper core cable; there is a lightning receptor on the front side of the machine head to balance the working pressure; the extrusion shaping part is composed of the mold sleeve seat and the mold sleeve. The position can be adjusted by the anchor bolts according to the support to adjust the relative position of the mold sleeve to the mold core, which is beneficial to adjust the uniformity of the thickness of the extruded insulating layer. The outside of the machine head is equipped with a heating device and temperature detection equipment.
2. Transmission system:
The function of the transmission system is to drive the screw and provide the torque and speed ratio required by the screw during the extrusion process. It is generally composed of a motor, a reducer and a needle bearing.
3. Heating and cooling equipment: Heating and cooling are necessary conditions for the realization of the whole process of plastic extrusion.
(1) Nowadays, extruders generally use electric heaters, which are divided into resistance wire heating and electromagnetic induction heating. The heating sheet is installed in the overall body, machine neck and machine head. The heating device heats the plastic in the cylinder from the outside to make it warm up, so as to reach the temperature required for the process operation.
(2) The refrigeration equipment is set to ensure that the plastic is in the temperature range of the technical standard. In fact, it is better to eliminate the excessive heat generated by the cutting friction of the screw rotation, so as to avoid the plastic melting, embrittlement or difficult molding due to excessive temperature. Barrel refrigeration can be divided into two types: air-cooled and air-cooled. Generally, air-cooled is more suitable for large, medium and small extruders. Large and medium-sized extruders usually use water-cooled heat dissipation or two methods of combined refrigeration; screw refrigeration mainly uses core water-cooled heat dissipation , the purpose is to increase the solid-state transportation rate of raw materials, stabilize the mold clamping force, and improve product quality at the same time; but the refrigeration at the silo is to further enhance the transportation efficiency of solid materials and prevent plastic pellets from being heated due to heating. The sticky material mouth is blocked, and the second is to ensure the regular work of the rotating part.
Technology is a foundational component of today's fast-paced business environment. Nanjing Tengda Machinery Co., Ltd. who are digital natives are especially equipped to harness technology's power to establish, promote and grow our businesses.
Satisfying our customers with the appropriate level of quality is a primary goal and a fundamental element as Application of our business mission.
Nanjing Tengda Machinery Co., Ltd. will need to find one that fits our needs and budgets, and still turns out a quality product.
Custom message
Related Products