What Are The Reasons For Extruder Screw Abrasion?
Lab Scale TPE Thermoplastic Elastomers
Precautions for main parameters in the use of twin-screw extruder (below)
by:TENGDA
2022-11-15
In the previous issues, we talked about the processing precautions of ordinary high-gloss powder for twin-screw extruders. The following are the processing precautions for other powders. Let’s take a look with the machinery!
1. Processing of wrinkles and sand grain powder
In fact they require less extruder than gloss powder processing. The requirements for mixing effects such as gloss and curing point can be lower. The problem at the moment is that the yield is much lower than for high-gloss powder processing. There are four reasons for this:
1. The fluidity of the mixture is very poor, the feeding is not smooth, and the output is reduced;
2. The mixture has large 'stickiness' and high friction coefficient, so it is not easy to fill the feeding screw in the dynamic state, that is, the filling coefficient is low, and the output is reduced;
3. Due to the high 'viscosity', the fluidity of the material in the screw mixing section is weak;
4. The proportion of filler in the component is large, and the complete melting time of the fusible material is longer than that of the high-gloss powder, that is, the 'semi-melting zone' of the screw is relatively long, and we will find that there are still many unmelted blocks in the second section of the right-handed kneading block. thing.
We can make a vivid analogy: it is running in a state of starvation.
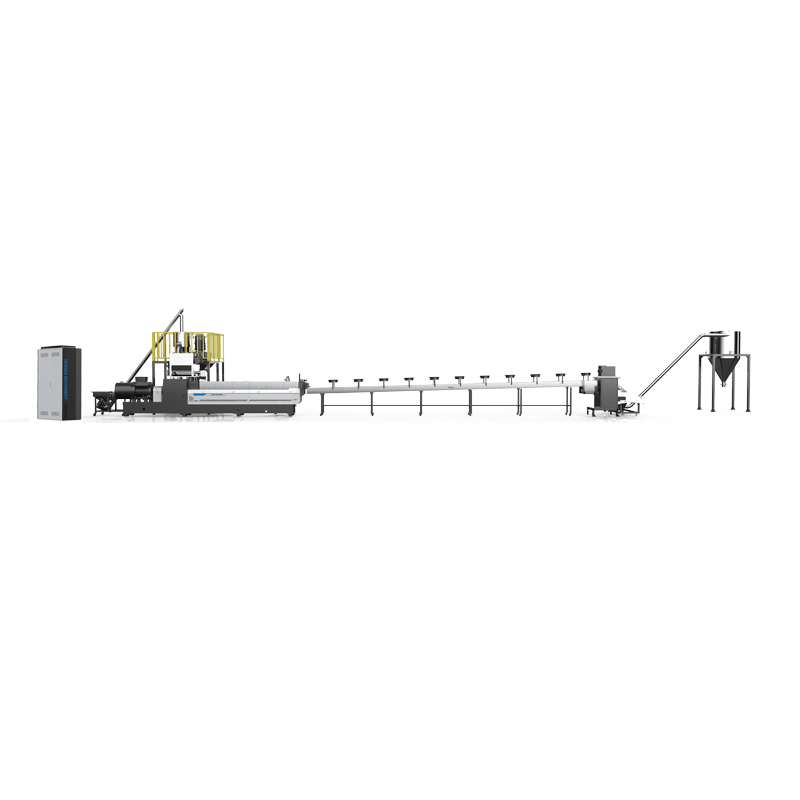
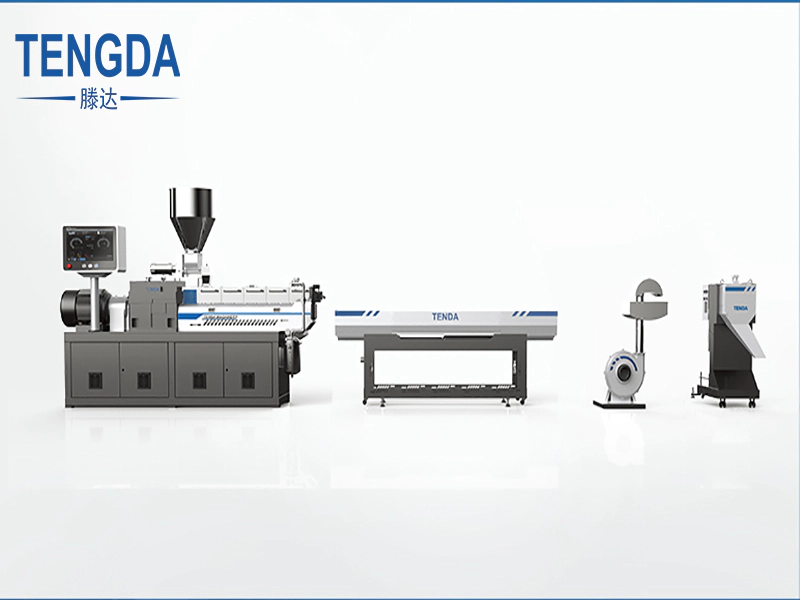
Therefore, we have the following countermeasures: First, it is recommended to use (replace) the 'stomach-moving' feeder produced by our company to ensure smooth feeding. No matter how large the 'sticky' mixture is, it will not be scaffolded; the second is to rearrange the screws. As shown in the figure below, the proportion of the total length of the screw thread segment to the total working length of the screw has increased from 40-45% of the original to 60-65%, or even 70%. The third is to replace the last few sections of the thread section (until the leading edge of the feeding port moves forward one lead) with the 'widened screw groove' thread section (our company can provide various models).
2. Processing of high abrasive powder such as electrical powder and protective powder
In addition to the better and more prominent characteristics of this kind of powder than the wrinkle and sand grain powder, the wear of the machine parts during operation is particularly serious, and the service life of the machine is often only a quarter of the usual or even lower; and due to the softening of the fusible material The melting point and melting temperature are relatively high; the viscosity of the molten mixture is particularly high, and the resistance of the whole mixing process is very large.
Therefore, at the beginning of the purchase of the model, the model that can adapt to these conditions should be required. Its structural parameters, the selected material and its heat treatment process should all have characteristics: the screw should be a medium-low-speed large-diameter reinforced type.
It is recommended that the linear speed of the outer diameter of the screw should not exceed 1.5m/s, and the outline of the kneading block is also important. The 'four arcs' and other clearances are not necessary, because of its large rolling force and strong friction function, and the wear and tear of high power consumption is fast. .
The shearing ability and self-cleaning ability of the contour with a sharp contact arc length and a short contact arc are higher, and the chord length of the top circle should not be greater than 8% of the outer diameter;
In terms of materials, it is currently recognized that alloy tool steel or cemented carbide is used. In fact, as long as there are suitable and reasonable tooling, high manganese wear-resistant cast steel is selected, and its service life will not be short and the cost can be much lower.
The corresponding feeders and tablet presses also have their own characteristics: we recommend the use of 'stomach action' or 'stomach action forced' feeders (our company can order separately).
For the belt pressing, the pressing roller should be increased, or the cooling water temperature should be lowered, in short, the cooling function should be increased. For those with a unit output of more than 500 kg, it is still appropriate to use a steel belt tablet press.
For existing models, the mixing elements and barrel linings (sleeves) should be replaced as soon as possible. Our company can supply accessories. Change to 'widened screw groove' until the front edge of the feeding port moves forward one lead.
3. Processing of low temperature curing powder
Due to the low curing temperature of this type of powder, a little improper operation will produce a large number of solidified particles, especially when the start-up and shutdown operations are not performed properly, the entire barrel will be solidified and cannot be operated.
To this end, we introduce an operation method for users' reference:
1. Follow the normal start-up steps: constant temperature - preheating - starting - (25-30) Hz feeding - speed regulation - full speed and proper operation.
The process is the same, but for low temperature curing powder, only epoxy or polyester or other pure fusible materials are fed in this process, without any additives and fillers, which can be called starting material, and the feeding amount is controlled at The main current is around 80% of the rated value.
At this time, quickly change to the target group, and adjust the feeding amount to enter normal production. The pure starting material should be collected separately and used to clean the machine during shutdown.
After being put into operation, it cannot be shut down, and the machine must be cleaned with starting material before shutting down. When the power failure and other failures must be stopped, shake the machine immediately. This also does not work immediately when opening the barrel.
2. Pay close attention to the stability of various operating parameters during normal operation, and adjust them in time. Do not cut off the feeding or suddenly increase the feeding amount.
However, with the increased prevalence of Application, it has become far more affordable.
Nanjing Tengda Machinery Co., Ltd. will be known for our leadership edge, through our passion for high standards, our respect for diversity and our commitment to create exceptional opportunities for professional growth so that associates can fulfill their highest potential.
There are ample scientific evidence of reducing the risk of extruder machine manufacturers.
Custom message
Related Products