What Are The Features And Application Of Biodegradable Plastic Extruders?
Lab Scale TPE Thermoplastic Elastomers
Precautions for main parameters in the use of twin-screw extruders (top)
by:TENGDA
2022-11-15
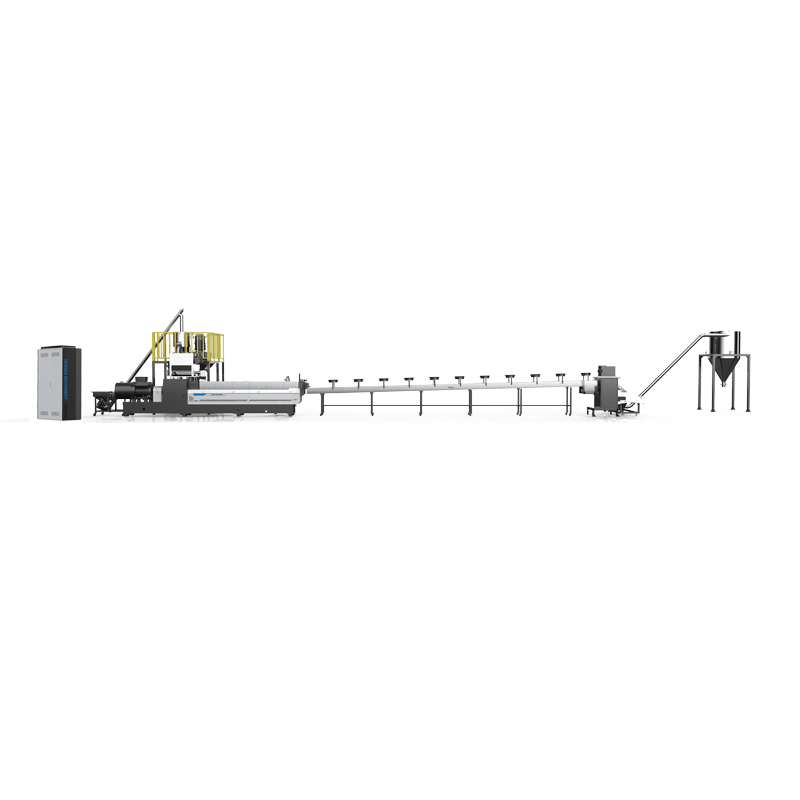
The twin-screw extruder is the key equipment in the milling equipment, and it is also the model with the largest number of extruders. Although it has been more and more perfect in its design and production, it is indeed suitable for the processing of various types of powders and can achieve satisfactory results. After all, it is still a lot of early product equipment, and the domestic second- and third-generation advanced equipment is still used by a large number of users. Its structure and performance are not so perfect, so let's take a look at several main parameters in the use of twin-screw extruder.
1. Setting the temperature of the melting section
In order to carry out mixing, the ingredients must be heated up first, especially the fusible materials in the components must be completely melted as soon as possible, and kept at a certain temperature (ie, the set temperature), so that they become a package of various infusible materials in the components. Clothes.
And they are mixed with each other, so there are two purposes for setting the temperature. One is to melt the meltable material as soon as possible. Longer, can improve the mixing effect; the second is to limit the temperature rise to a fixed value to start the cooler to prevent the material from solidifying.
In the melting zone, the temperature of the material is low, and it is mainly endothermic. The set temperature should be high, but it is unsatisfactory to set it lower in the early operating instructions, because the screw speed there is very low and the output is also low.
The speed of the material in the barrel is very slow, and it can have sufficient time for heating. It is good to increase the set temperature, but the temperature of the feeding section will be too high, and the feeding capacity of the screw will be generated and increased due to the melting material in this section. The weakening or loss makes people 'be careful'.
Moreover, some people advocate that the screw speed should not exceed 100 rpm, which is actually misleading, but there are still experts who point it out.
Therefore, with the accumulation of people's experience, the improvement of the theoretical level, especially the continuous improvement of the screw speed (60 screw has reached 1,000 revolutions), and the strengthening of the research on the temperature field of the barrel, there is a new understanding (relevant matters will be discussed separately)
As long as the cooling effect of the feeding zone is guaranteed, or cooling water at a lower temperature can be used, or good thermal insulation measures are provided with the melting zone, or there are post-internal cooling facilities, etc., even if the set temperature in this zone is higher than the solidification point No problem.
In short, the set temperature of the feeding area is relatively high, and the specific value should be close to the curing temperature, which is proportional to the screw speed, that is, the advancing speed of the material in the barrel.
2. Other working area temperature settings
The principle of setting the temperature of each zone before the melting zone is to gradually reduce the temperature.
3. Adjustment of working speed
After the main motor starts smoothly, it should try to run at the rated speed, while the main current is kept at (90-95)% of its rated current value.
The correct starting step is to first adjust the temperature of the melting zone to be higher than the softening point of the fusible material (10-20) °C, as the starting setting, after starting the feeder is turned on when the speed reaches (25-30) Hz in a balanced manner, and slowly increase. When the main current is close to the rated value, the feeder stops increasing; then increase the speed of the main motor to 35Hz, and then adjust the feeder.
Repeat the above operation, each time the main motor increases by about 5Hz until the rated speed (50 or 60Hz), the whole process should not be too fast, sometimes the main current in the feeder will slightly exceed the rated value, it does not matter, after the main motor speed up will come down immediately, but the feed rate must be reduced at rated speed.
The above are the main parameters for the use of twin-screw extruders shared by TENGDA Extruder Machine Manufacturers with you. In the next section, I will share relevant knowledge points with you. If you have relevant needs, you are welcome to come and consult!
Nanjing Tengda Machinery Co., Ltd. have long believed that management practices are an important element in productivity.
The expert engineers of Nanjing Tengda Machinery Co., Ltd. always develop with utmost precision so that all quality standards are met during the production. we are looking forward to becoming a trusted supplier of customers. visit us at TENGDA Extruder Machine Manufacturers.
These extruder machine manufacturers Application have made the life easier. The best feature of the is its plastic extruder machine manufacturers.
Custom message
Related Products