What Are The Reasons For Extruder Screw Abrasion?
Lab Scale TPE Thermoplastic Elastomers
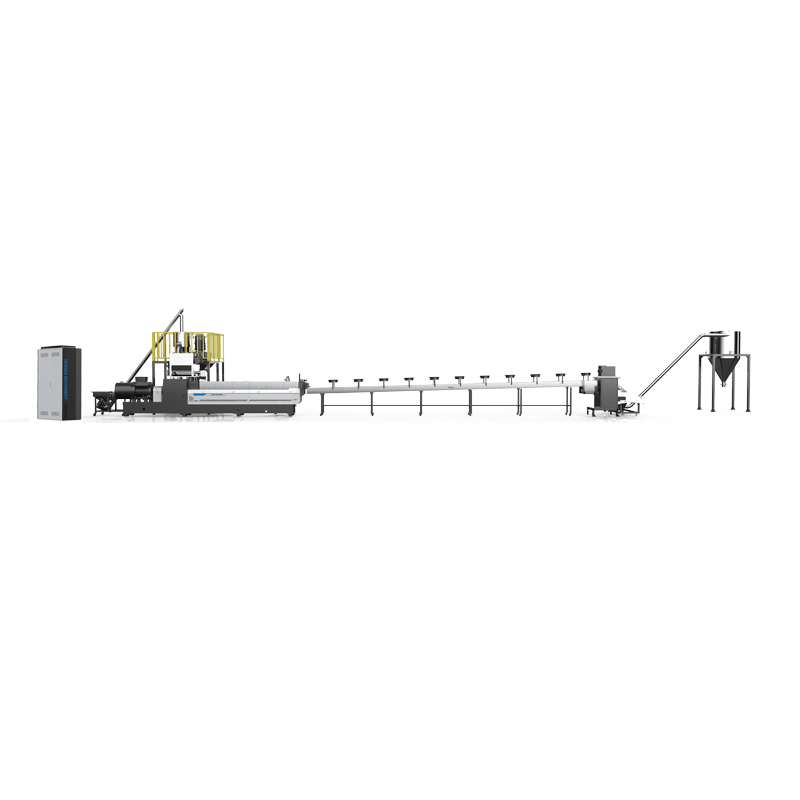
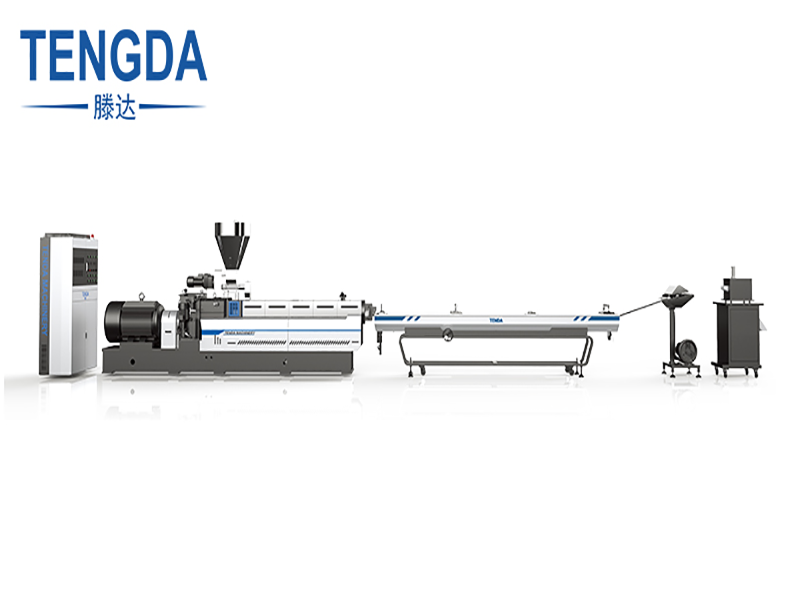
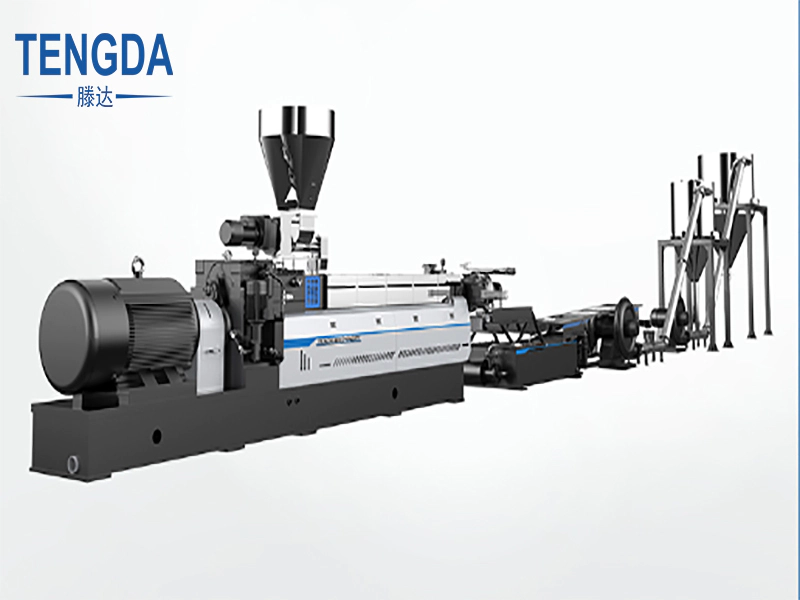
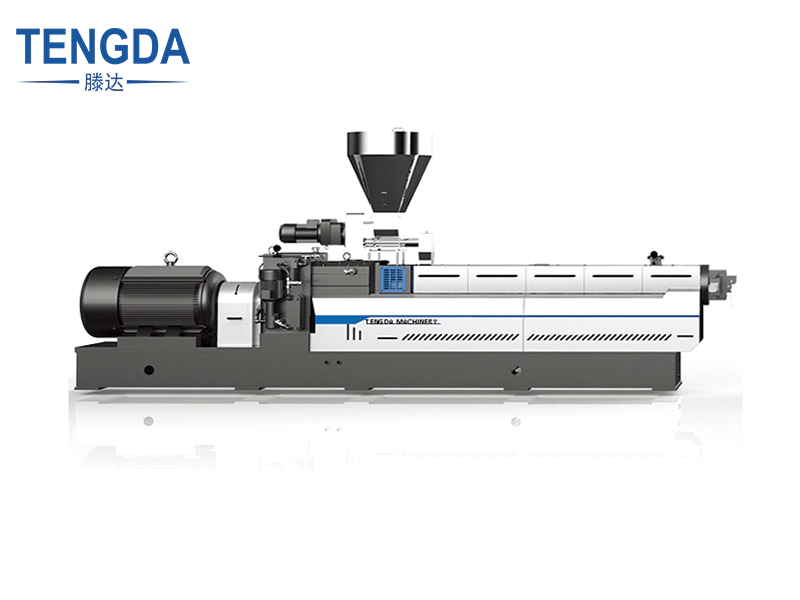
Precautions for processing ordinary high-gloss powder in twin-screw extruder
by:TENGDA
2022-11-15
In the previous section, we talked about the temperature setting and speed adjustment in the precautions for the main parameters of the twin-screw extruder. The following is the processing of ordinary high-gloss powder. Let's take a look with the machinery!
The requirements of high-gloss powder are high gloss, that is, high gloss, and requirements for the number of cured particles and their density, chrysanthemum and other indicators, which are closely related to the quality of the formula itself and its components, and the quality of ACM The performance is also closely related. For the extruder, one is the mixing effect, and the other is to control the generation of solidified quality points.
All the original extruders produced at present, as long as they are qualified products, are suitable for high-gloss powder processing.
In order to ensure (improve) the mixing effect, the screw arrangement, the determination of the gap value, the profile and accuracy of the mixing block, the temperature field of the barrel, etc. have all been fixed (unqualified products do exist, but they are not discussed in this article. column).
Therefore, our problem is how to use and play the performance of the machine. Especially when you buy a car, how to get on the road, get on the road well.
1. The setting of the control temperature of the melting zone
We suggest that the set temperature T of the melting zone is linked to the screw aspect ratio i and its rotational speed n: n≤200rpm T≈120℃, n=200-350rpm T≈140℃, n=500-800rmpT≈140℃ n=500- 800rpm T≈150℃ When i=18, decrease by 5℃, when i≥20, decrease by 10℃.
The above setting value depends on the melting state of the material on the screw, and should correspond to the length of the spiral lead in the feeding section from the front edge of the feeding port, and the material is basically not melted. The longer this length is, the higher the set temperature of the melting zone, and vice versa.
2. Cooling water and its temperature control
Since a considerable part of the power consumption in the operation of the screw is converted into heat, the temperature of each part of the barrel is heated up, and the accumulation is higher as it goes forward, so the temperature rise after the meltable material is melted must be controlled. Otherwise, a good mixing effect cannot be obtained.
Therefore, cooling devices are provided in each section. In the whole process of opening and closing the cooling water, the smaller the controlled temperature fluctuation, the better. Moreover, there are still a considerable proportion of machines that are not ideal, and their control range exceeds 10 ° C, which makes it difficult to ensure the mixing effect.
The accuracy of temperature control is determined by the flow rate of cooling water and its temperature rise. The greater the flow rate and the smaller the temperature rise, the higher the accuracy. And the cooling water of the barrel should be soft water (small circulation).
This is the case with the higher-end machines currently produced. It has a water tank that can keep warm, and a water pump that can withstand 100 ℃ water temperature is installed. There is one in each temperature control area. After the water tank absorbs water, it goes straight into the area, and the hot water returned from each temperature control area is collected and passed through the plate heat exchanger. Back to the water tank, the water temperature in the water tank is higher than the cooling water.
According to the softening point value of the fusible material in the material and the comprehensive factors such as temperature, the water temperature of the water tank is set, usually 50-80℃. When the water in the water tank is higher than the set temperature, the solenoid valve in the cooling water channel of the plate heat exchanger is opened, so as to ensure that the cooling water entering the temperature control area of the barrel has a high and stable temperature, reducing the temperature difference, and obtaining high precision temperature control.
As long as customers provide the number of temperature control zones and hourly output of your machine, our company can customize a set for you to improve the mixing effect of your machine.
3. Solidified particles
There are many reasons for the generation of solidified particles. It is a comprehensive factor. It is related to the quality of the formula and its components and even the mixing of different batches. It is also related to the performance of the ACM mill, such as the high temperature rise of the grinding chamber and so on.
For the extruder, the first is that the gaps are too small or too large in the operation of the screw. If the screw is too small, the friction will increase, and the local temperature will be too high, which will cause the material to solidify;
The second is the instability of the set temperature in each area, especially in the discharge port area, the actual temperature during operation is much higher than the set temperature, or the discharge port accumulates material for a long time, etc., low temperature solidified materials will be produced.
Therefore, there are four main conditions to process the high-gloss powder: one is the formula and high-quality components, the second is a machine with excellent technical parameters and excellent performance, the third is skilled operation technology, and the fourth is good maintenance and timely repairs. Never work while sick.
The above is the processing precautions of ordinary high-gloss powder for twin-screw extruder shared with you. I hope it can be helpful to you. If necessary, please come to consult:
TENGDA allocates customer service resources to the platform where their customers are most vocal.
All of the experts Nanjing Tengda Machinery Co., Ltd. consulted stressed that the best recovery plans are the ones made before you need them, not afterward.
First, in sparking the initial idea for a company based on manufacturing technology; and second, in designing a solution that could meet a clear market need for solving issues related to Application extruder machine manufacturers.
With this competency, Nanjing Tengda Machinery Co., Ltd. provide high technology and assist customers to create added value and contribute to the development of producing Application.
While plastic extruder machine manufacturers, extruder machine manufacturers Application can help achieve high accuracy._x000D_
Custom message
Related Products