What Is A Lab Extruder And Its Function?
Lab Scale TPE Thermoplastic Elastomers
Precautions for the use of single screw granulator
by:TENGDA
2022-11-12
1. It is strictly forbidden for irrelevant personnel to talk with the equipment operator, and only one person is allowed to operate the button commands on the electric control panel.
2. Regularly check the insulation effect of the wire and circuit, and always pay attention to the warning content on the machine warning sign.
3. Before the power distribution cabinet is powered off, it is strictly forbidden for non-professionals to open the cabinet door; it is strictly forbidden to adjust the cutter before the pelletizer is completely stationary.
4. When the movable parts and hopper are blocked, do not use your hands or iron rods, but only use plastic rods to handle them carefully.
5. Be careful of scalding when touching the high temperature parts; when the kneader is working, it is strictly forbidden for the staff to extend their upper body into the barrel to visit or pick up materials.
6. If there is a power failure during work, the motor circuits should be cut off and the material stored in the machine should be cleaned up in time. The carbonization of the material will affect the next production.
7. When the machine fails, it is necessary to stop the operation of the machine at the first time, and it is not allowed to claim by itself. And notify and wait for the mechanic to check the maintenance or telephone to guide the maintenance.
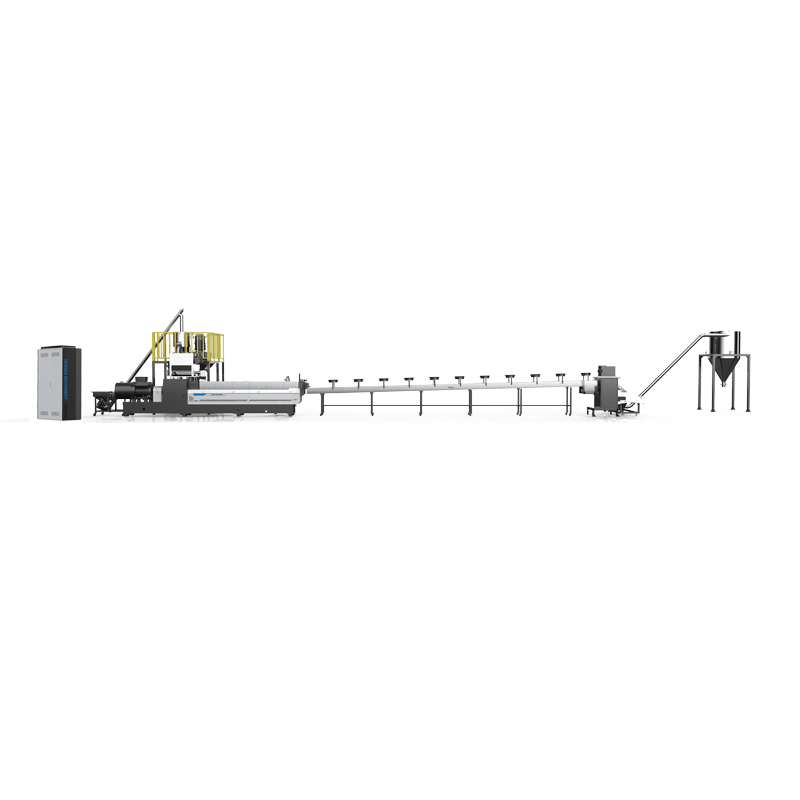
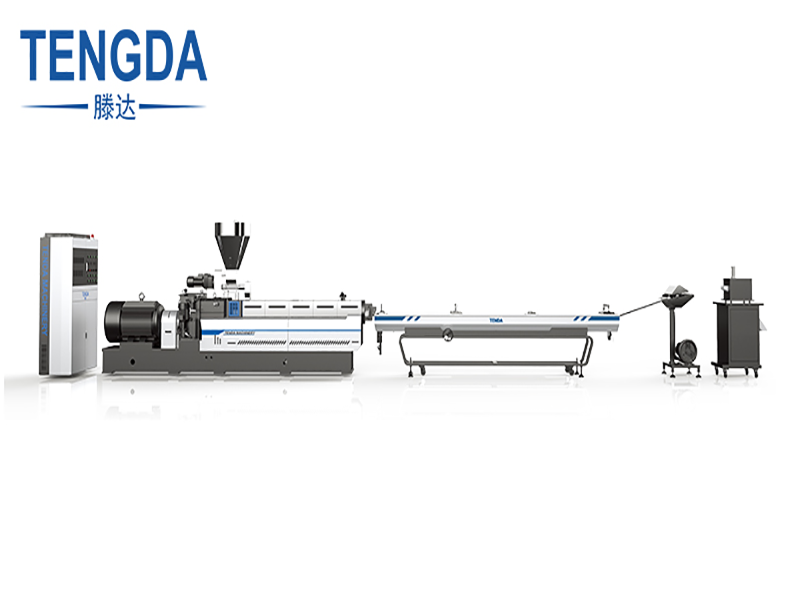
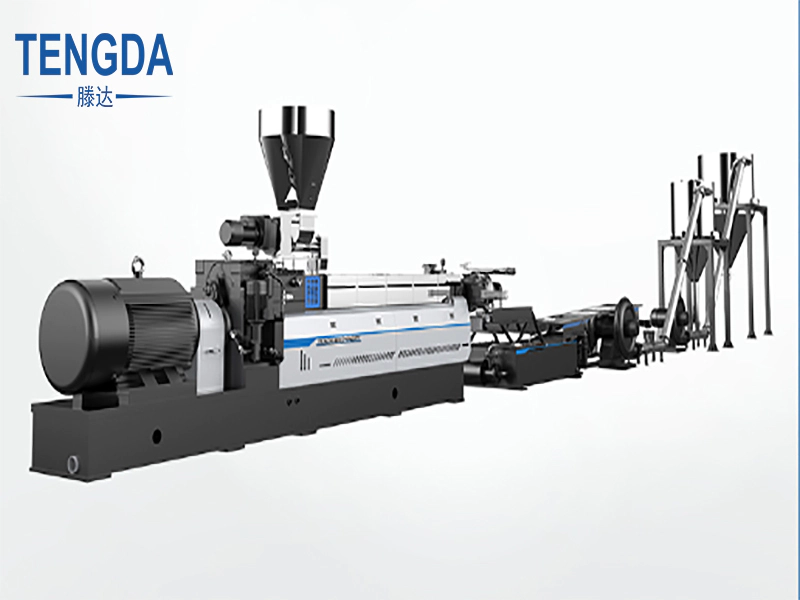
8. Prevent all factors from causing machine damage and industrial accidents. Single screw granulator
Extrusion principle of single screw
A single screw is generally divided into three sections in terms of effective length. The effective length of the three sections is determined according to the diameter of the screw, the pitch and the depth of the screw, which are generally divided into one third each.
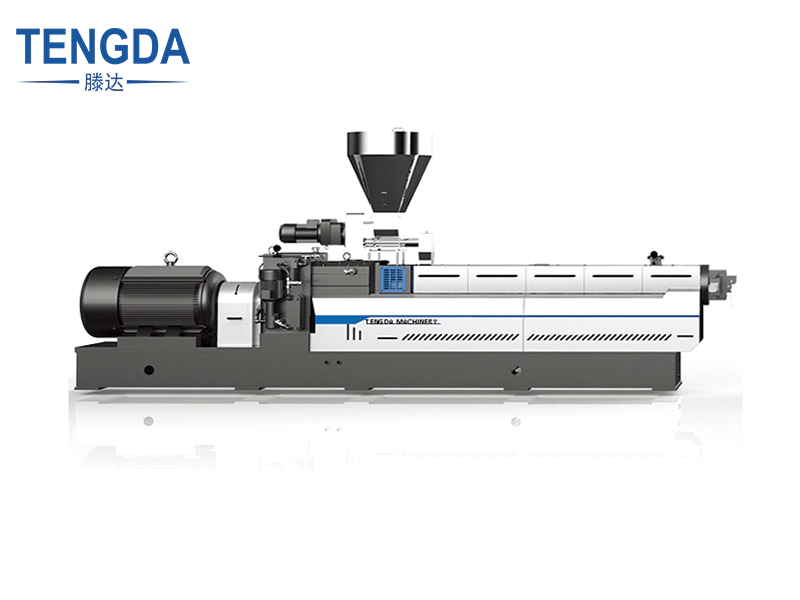
The thread after the feed port Z starts to be called the conveying section: the material here is required not to be plasticized, but it must be preheated and pressed to be firm. In the past, the old extrusion theory believed that the material here is a loose body, and later it was proved by proving that the material here is actually It is a solid plug, that is to say, the material here is a solid like a plug after being squeezed, so as long as the conveying task is completed, it is its function.
The second section is called the compression section. At this time, the volume of the screw groove gradually becomes smaller, and the temperature must reach the degree of plasticization of the material. The compression is generated here from the third section of the conveying section, and it is compressed to one here. This is called the compression ratio of the screw-- 3:1, some machines also have changes, and the plasticized material enters the third stage.
The third section is the metering section, where the material maintains the plasticizing temperature, just like a metering pump to accurately and quantitatively transport the melt material to supply the machine head. At this time, the temperature cannot be lower than the plasticizing temperature, generally slightly higher.
Nanjing Tengda Machinery Co., Ltd. helps high-profile clients build strategic relationships that drive company growth, investments, funding and more. There are many make-or-break details involved in the day-to-day manufacturing within our company.
To receive more professional tips and super quality products for extruder machine manufacturers, go to our website TENGDA Extruder Machine Manufacturers to place your order. Do not wait any longer.
Offering a loyalty program not only makes customers feel valued, but it allows Nanjing Tengda Machinery Co., Ltd. to easily collect important information about customers.
Custom message
Related Products