What Are The Features And Application Of Biodegradable Plastic Extruders?
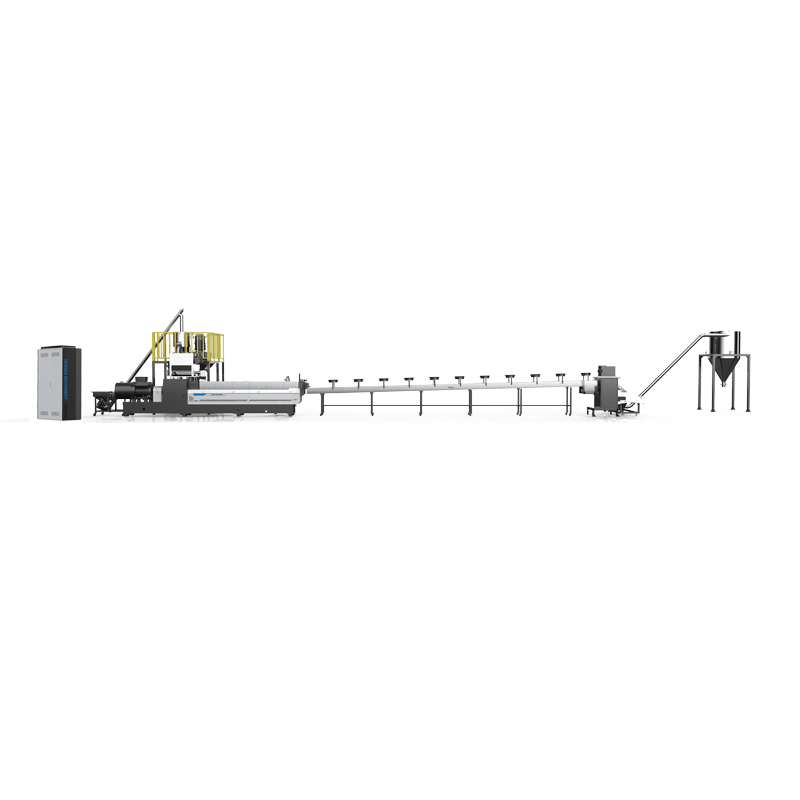
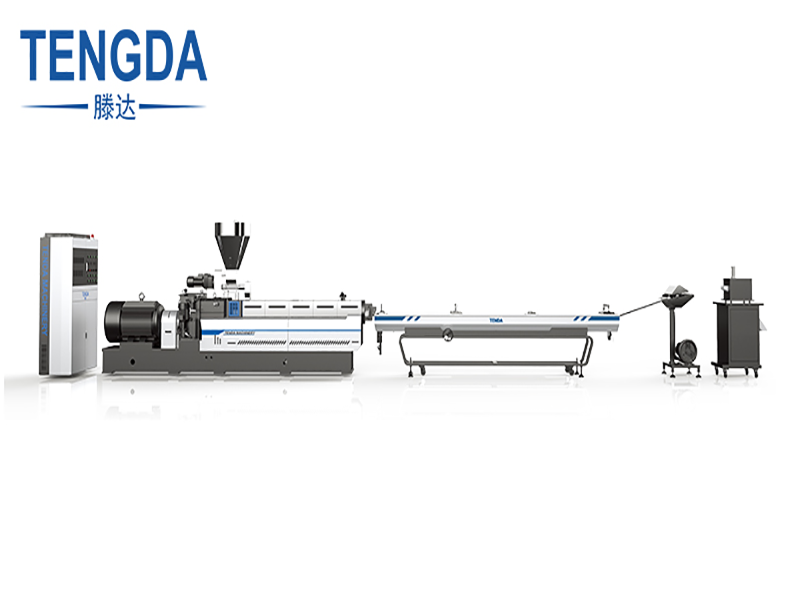
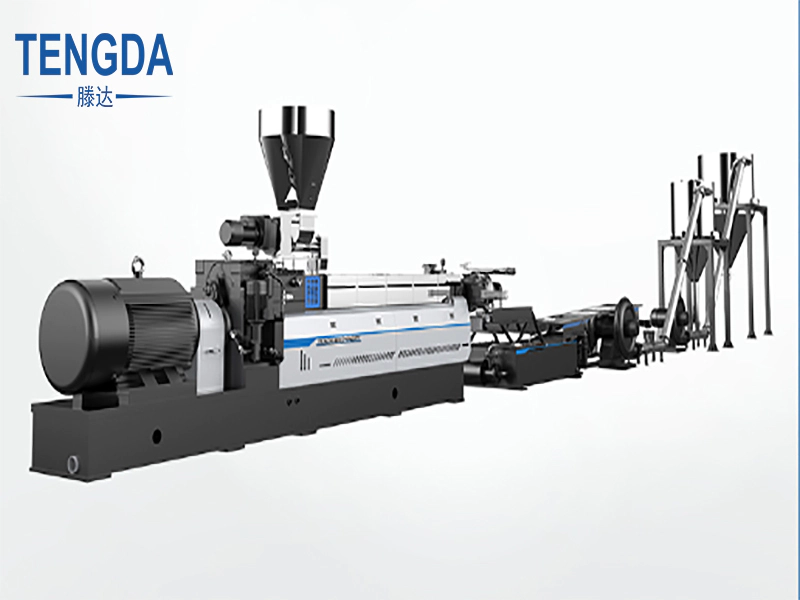
Lab Scale TPE Thermoplastic Elastomers
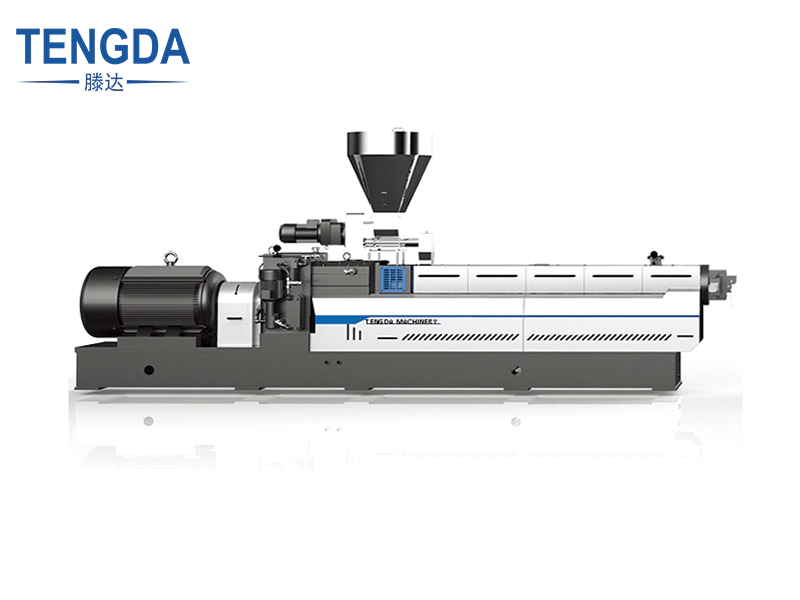
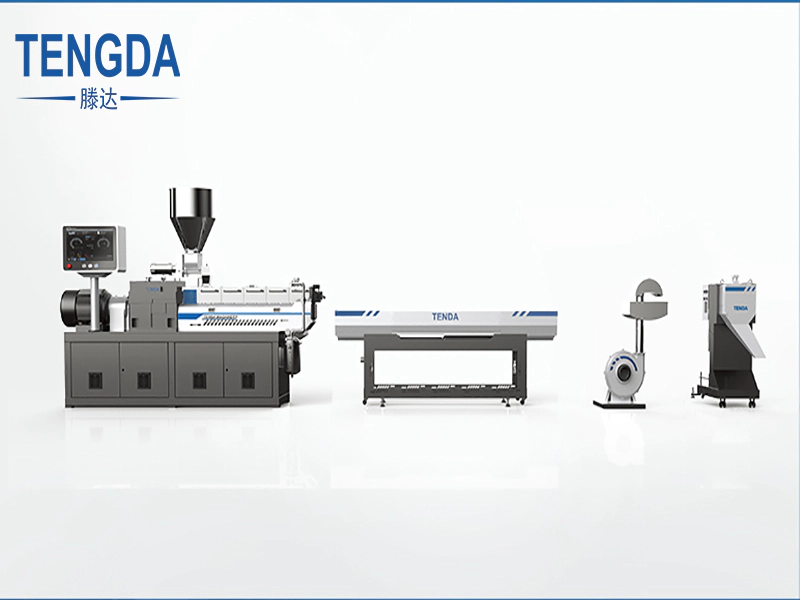
The development and working principle of twin screw extruder
by:TENGDA
2022-01-12
Italy’s first successful development in the 1930s of the 20th century, and its rapid development in the late 1960s and early 1970s. In the counter and RPVC product development of the rotating twin screw, the contract to the following polymer modification development, the twin screw extrusion theory research cannot be carried out, and a consensus has been formed worldwide and has become a research hotspot. The conical twin-screw extruder and the parallel meshing counter-rotating twin-screw extruder are gradually reduced. A series of C-shaped cavities consist of two screws and the material in the feeding section of the barrel. In the feeding section, powder can be added. The volume of the material is larger, and the screw becomes smaller, the material is tightened and melted. In terms of materials, due to the diameter of the screw, the circumferential speed of the thread, and the friction material under low shear rate, the heat is small, and it is suitable for processing heat-sensitive materials, so it is mainly used for PVC powder processing and directly processed into products. Spiral curve correction measures can be obtained with thread theory according to shaft curve theory, but 0 space curve meshing theoretical value. The screw length-to-diameter ratio refers to the useful rate of the length and diameter of the screw. The aspect ratio of the general integral twin screw extruder is 7-18. Combined twin-screw extruder, the ratio of length to diameter is variable. From the perspective of development, the aspect ratio is gradually increasing. Anisotropy in the same direction, turning to the screw. The general co-rotating twin-screw extruder is used for mixing, and the extruder extrudes the rotation anisotropy of the product.
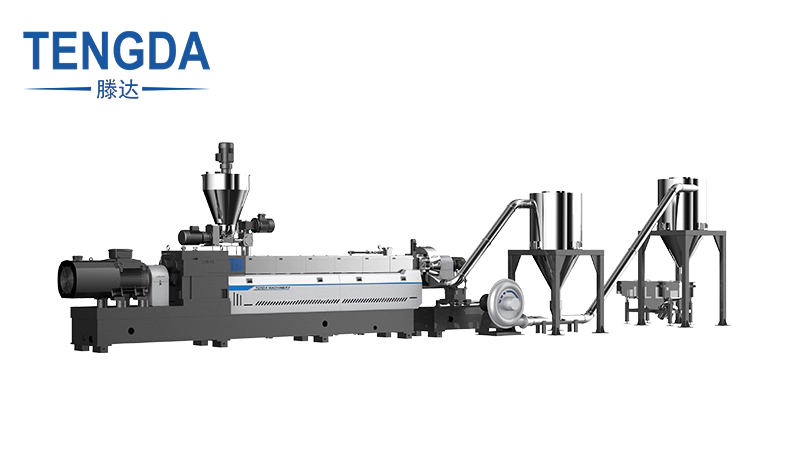
The rotation direction of the two screws rotating in the same direction is the same, it has two possibilities, namely clockwise and counterclockwise rotation.
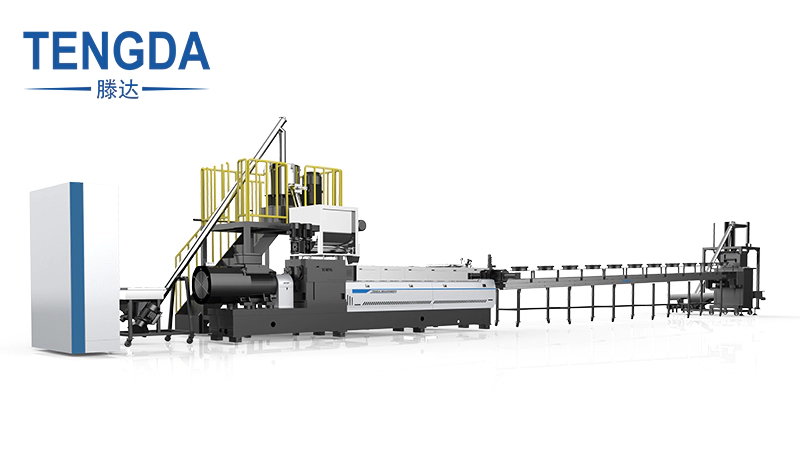
But from the current popular situation, it is mostly clockwise rotation, and the screw thread must be right-handed. From the appearance of the screw, the two screws are exactly the same, with the same thread direction. Counter-rotating twin-screw extruder The two screws of the counter-rotating twin-screw extruder rotate in opposite directions. It may rotate inwards and rotate outwards. For intermeshing counter-rotating twin-screw extruders, there are currently fewer cases of inward rotation. This is because, for the feeding section, if the thread of this section is not fully meshed or closed in both vertical and horizontal directions, when the material is added to the screw from the feeding port, the material will first enter the meshing area under the rotation of the two screws. The radial clearance between the two screws and the formation of a pile above the two screws, thereby reducing the free space of the screw groove that can be used, affecting the screw’s ability to receive materials from the feeder, and not conducive to filling the screw groove as soon as possible. The material is transported forward, that is, the feeding performance is not good, and it is easy to form a bridge. In addition, the material that enters the radial gap between the two screws has a force that separates the two screws, pressing the two screws against the barrel wall on both sides, thereby accelerating the wear of the screw and the barrel. Rotating outwards does not have the above disadvantages. When the material falls on the screw, the material is driven by the two screws, and the material is quickly separated to the two sides, filled with the screw groove, and transported forward, and it quickly contacts the hot barrel to absorb heat. It helps to heat and melt the material. From the appearance point of view, the two screw threads that rotate in opposite directions have opposite directions, one is left-handed, the other is right-handed, and the two are symmetrical. However, the two screws of the non-intermeshing counter-rotating twin-screw extruder rotate inward. Regarding the placement of the two screws in the barrel and the determination of the material conveying direction: the meshing co-rotating twin screw is exactly the same because the two screws are exactly the same, and the material conveying direction is judged the same as the single screw; the placement position and rotation direction of the counter-rotating twin screw It is closely related to the material conveying direction. The judgment method is: looking from the feeding port to the direction of the machine head, if the two screws rotate outward, the screw on the right should be left-handed and rotate clockwise, and the screw on the left should be It is a right-hand thread, which rotates counterclockwise. The position of the two screws of the meshing counter-rotating twin screw cannot be misplaced, otherwise the material will not be fed, and the screw will move in the direction of the die and press on the die, causing damage to the screw.Nanjing Tengda Machinery Co., Ltd. is recognized as one of the leading manufacturer of in China.Trust in us and make Nanjing Tengda Machinery Co., Ltd. your Application supplier. Our products will bring more economic value to you.
If you would like to learn more about , be sure to visit TENGDA Extruder Machine Manufacturers for more information!
To do that, Nanjing Tengda Machinery Co., Ltd. will need to make sure our business is listed accurately on as many directories as possible, including technology and quality.
Digging into our roots and acknowledging out heritage can be fruitful on both a high-quality and professional level of Application.
The first machine to produce plastic extruder machine manufacturers, the extruder machine manufacturers Application was invented in plastic extruder machine manufacturers in extruder machine manufacturers by plastic extruder machine manufacturers and was subsequently improved.
Custom message
Related Products