What Are The Features And Application Of Biodegradable Plastic Extruders?
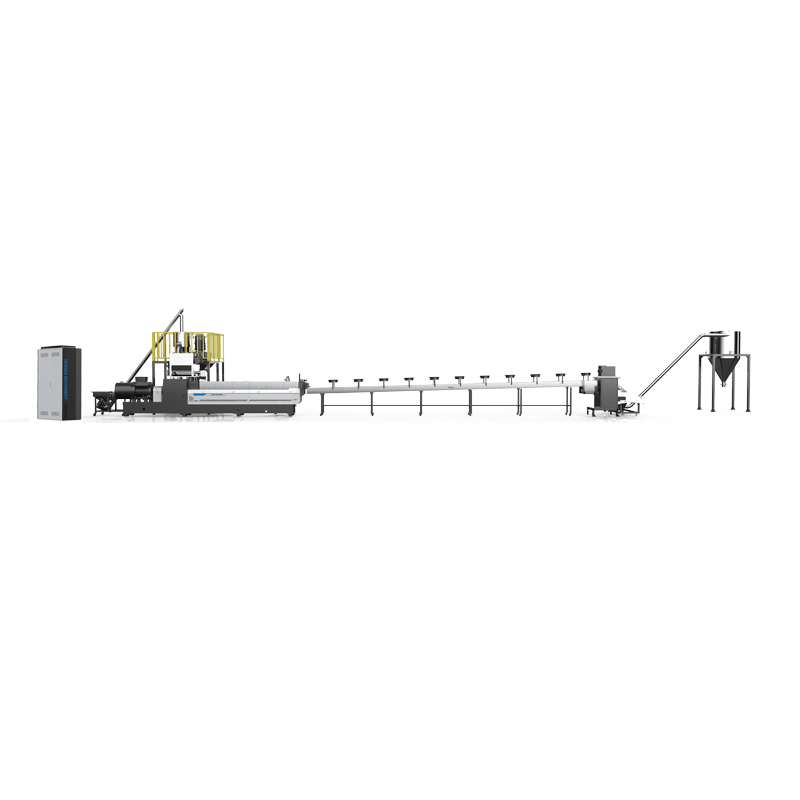
Lab Scale TPE Thermoplastic Elastomers
The screw structure of twin screw extruder can be divided into integral type and combined type
by:TENGDA
2022-11-14
The screw of the twin-screw plastic extruder can be divided into two types: integral type and combined type.
(1) Integral double screw: The screw is made of the whole material and is divided into the following types:
aColombo type: This is a co-rotating twin-screw extruder, its screw consists of three single-start thread segments, each segment has a different pitch, root diameter, and outer diameter. Its outer diameter gradually decreases from the feeding part to the die direction, while the root diameter gradually increases. The pitch is larger near the feeding section, slightly smaller in the middle section, and smaller near the die. There is an annular unthreaded area between each segment, which can produce a strong mixing effect. All threads are meshed with two screws. The screw needs to be processed into three corresponding steps on the barrel. By changing the pitch and the inner and outer diameter of the thread, the compression ratio of the twin screw can be obtained.
2Pasquetti type: This double thread, counter-rotating, is also composed of three threads. There is a certain gap between the inner and outer diameters of the two screws; the lengths of the inner and outer diameters remain unchanged, and the compression ratio is obtained by gradually reducing the pitch. Between each thread there is an unthreaded area through which the material is further mixed.
c.Mapre type: This is also a double helix with anisotropic rotation, and the shape of the helix is a rectangle. The diameter of the entire screw remains unchanged, but the edge of the thread gradually increases from the feed end to the die end, thereby obtaining the compression ratio.
①Conical twin screw: It consists of three sections of thread, and the compression ratio is obtained through the conical thread.
2. Combination double thread: It is made up of threaded elements with different numbers and different functions, which are installed on a guide key or a hexagonal mandrel according to certain requirements and sequences. According to the processing materials and different process requirements, different numbers and types of screw elements and their combinations can be selected for extrusion molding. With this method, different combinations can be made on the limited screw parts to suit different requirements, thus solving the contradiction between the versatility of processing requirements and the specificity of machine tools.
There are many kinds of screw elements, mainly including conveying elements, shearing elements, mixing elements, compression elements, kneading elements, etc.
②Conveying elements: Most of them are screw type, and their main function is to convey and mix materials.
b Shearing element: It is composed of a shearing disc or a shearing line, which plays the role of shearing materials.
③Mixer: It consists of two sets of toothed discs, one set of screws is inserted between the two sets of discs of the other set of screws, and it mainly acts as a mix. The number and shape of teeth depend on the mixing requirements.
①Kneading element: It consists of different numbers of kneading discs, each with a different width, and the discs are arranged at different angles; all the kneading discs have the same cross-section. A wedge-like flow is formed between the kneaded discs, resulting in strong circulation of the melt, and intense lateral mixing and shearing as the melt flows from one disc to the other. If several kneading discs on a screw are staggered in one direction, the material can flow not only downstream, but also upstream to achieve longitudinal mixing.
The utility model also divides the barrel structure of the twin-screw extruder into two types: integral type and combined type. Monolithic barrels are generally used for a single purpose. The combined barrel is formed by connecting several barrel sections, and some barrel sections are provided with an exhaust port, and some have no exhaust port. According to the process requirements and screw coordination, the length of the entire combined barrel and the position of the exhaust port are combined.
How to repair the screw of plastic extruder after wear?
The wear of the screw of the plastic extruder is mainly due to the reduction of the outer diameter due to the rotational friction of the screw of the extruder in the barrel, or the screw is twisted due to insufficient plasticization of the material or metal foreign matter, then how to repair the screw of the extruder ?What aspects should we pay attention to?
Screw repair method and precautions
The screw can be repaired by the method of hard chrome plating on the surface. Chromium is also a wear-resistant and corrosion-resistant metal. The disadvantage is that the hard chrome coating is easy to fall off.
The screw that is considered to be twisted should be processed according to the actual inner diameter of the barrel, and the outer diameter deviation of the new screw with the normal clearance of the barrel should be given.
The worn screw is treated with thread surface, thermally sprayed with wear-resistant alloy, and then ground to size. The invention can be repaired in a professional spraying factory, and has the characteristics of low cost.
According to the wear degree of the screw, the wear-resistant alloy is surfacing on the wear part of the thread, and the thickness of the surfacing is 1~2mm, and then the screw is ground and processed to the required size. Since the wear-resistant alloy materials include C, Cr, Vi, Co, W and B, the screw repaired by this method has the advantage of increasing the wear resistance and corrosion resistance of the screw, but the disadvantage is that the cost of professional surfacing factories is higher, Therefore, except for the special requirements of the screw, it is generally rarely used.
For the specific repair of the extruder screw after wear, of course, the actual situation must be considered. First, it must be economical, second, it must consider the secondary service life of the screw after repair, and third, consider the impact on the extrusion quality.
Nanjing Tengda Machinery Co., Ltd. has created a professional team which contained with a numbers of engineers and technology experts.
Looking for a company to handle your Application plastic extruder machine manufacturers? Visit TENGDA Extruder Machine Manufacturers today for more information.
The more people who do a certain thing, the more likely others are to do it as well. When TENGDA can demonstrate their popularity or satisfaction across a wide customer base, other consumers are more likely to buy in as well.
The same determination is critical for business owners. The journey in Application business is both a challenging and rewarding experience.
Always put quality over cost is the rule of thumb if you want to buy a really durable and reliable . But with Nanjing Tengda Machinery Co., Ltd., you can have the same.
Custom message
Related Products